


Uốn cảm ứng: hiện đại của nghệ thuật

Hình 1 Cái này 18 x 8 x 0,75 in. phần đã được cảm ứng uốn cong đến 6 ft. bán kính đường tâm.
Từ nhiều năm nay, các kiến trúc sư và kỹ sư xây dựng đã mơ ước về những sáng tạo với những chiếc ống đi trong những đường cong hoang dã và những khúc cua chặt chẽ. Họ đã được thử thách để thiết kế một tòa nhà không giống ai, một cấu trúc được xây dựng để gây ấn tượng. Tất nhiên, để làm cho các ống và các phần kết cấu cong một cách điên cuồng, chúng cần phải được uốn cong đến bán kính chặt chẽ, vì vậy chúng không thể được thực hiện bằng các phương pháp uốn thông thường.
Hãy xem xét một phần cấu trúc rỗng (HSS) dài 18 x 12 x 0,75 inch cong trên trục mạnh. Sử dụng các công nghệ thông thường, nhiều hoạt động uốn ống có thể liệt kê 45 feet là bán kính đường tâm tối thiểu cho một phần như vậy. Nhưng điều gì sẽ xảy ra nếu các nhà thiết kế muốn cấu hình này được uốn cong thành 6 ft. bán kính đường tâm? Ở đây, uốn cảm ứng có thể đóng một vai trò quan trọng (xem Hình1).
Làm thế nào nó hoạt động
Uốn cong cảm ứng có thể tạo thành ống, ống dẫn và tất cả các hình dạng kết cấu (xem Hình 2 ), bao gồm mặt cắt W, HSS và mặt cắt kênh, với bán kính uốn cong có thể đạt được từ 3D đến 10D (hoặc bán kính đường tâm từ ba đến 10 lần đường kính phôi) , tùy thuộc vào mặt cắt chính xác. Ví dụ, một ống đường kính 20 inch có thể được uốn cong thành 3D hoặc 60 inch. bán kính đường tâm.
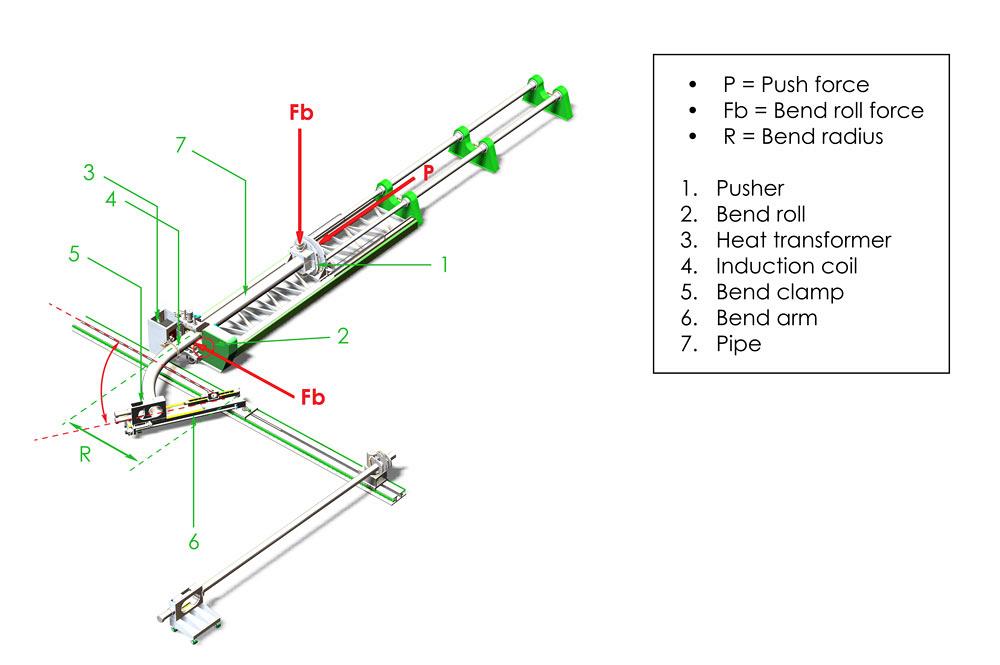
Như tên gọi của nó, uốn cảm ứng làm nóng vật liệu tại điểm tiếp tuyến khi nó bị uốn cong. Như thể hiện trong Hình 3 , một ống, ống dẫn hoặc phần được kẹp ở phía sau (1) và ở phía trước (5) vào một tay quay (6), còn được gọi là tay uốn hoặc tay bán kính. Chiều dài của cánh tay gần bằng bán kính được tạo thành trong phôi. Sau đó, phôi đi qua một vòng hoặc cuộn dây dẫn có hình dạng (4), được sản xuất theo hình dạng của chi tiết là cong.
Cuộn dây dẫn làm nóng phần có chu vi hẹp của biên dạng từ 1,560 đến 2,012 độ F (xem Hình 4 ). Để làm nóng phần này, cuộn dây tạo ra từ thông cục bộ và tạo ra dòng điện trong ống bên dưới cuộn dây. Điện trở vật liệu sau đó tạo ra dải nhiệt cần thiết để uốn ống.
Vòng điện dẫn thông thường bao gồm ba cuộn dây: một vòng đốt nóng ở giữa, một vòng làm nguội nước và một vòng không khí. Do tốc độ và sự ổn định của chúng trong quá trình uốn, các ống dày hơn không phải lúc nào cũng được dập tắt. Nhưng để uốn cong các phần mỏng hơn, hệ thống cần làm mát công việc để duy trì một khu vực được làm nóng hẹp khi biên dạng di chuyển qua cuộn dây gia nhiệt. Việc làm nguội như vậy là rất quan trọng để giữ được hình dạng đẹp sau khi uốn.
Khi đạt đến nhiệt độ, kẹp đẩy (“1” trong Hình 3) sẽ đẩy phôi khi nó uốn cong tại khu vực được nung nóng khi cánh tay quay hướng dẫn phôi qua chỗ uốn cong. Springback được cho phép ở đây khi thiết lập nhánh bán kính.
PLC được liên kết với cảm biến nhiệt độ điều khiển tốc độ, tốc độ này phụ thuộc vào loại vật liệu, đường kính phôi, độ dày vàbán kính uốn cong. Tốc độ dao động từ 10 inch / phút (IPM) đến 0,25 IPM đối với vật liệu hợp kim rất nặng, thành dày.
Nhiều loại vật liệu hiện nay có thể được hình thành bằng cách uốn cảm ứng (xem Hình 5 ). Tính chất vật liệu thay đổi như thế nào sau khi uốn? Điều này phụ thuộc vào vật liệu và cài đặt quy trình được sử dụng. Quá trình gia nhiệt và làm nguội có kiểm soát thường tạo ra cấu trúc hạt mịn làm tăng độ bền kéo của vật liệu.
Tuy nhiên, đồng thời, việc dập tắt tạo ra một bề mặt cứng hơn, trong một số trường hợp, cứng hơn một chút so với yêu cầu. Điều này có thể cần phải xử lý nhiệt sau khi uốn, mặc dù có thể tránh được việc xử lý nhiệt với thiết lập cẩn thận trên các máy hiện đại. Bất kể, nếu một nhà chế tạo có công việc yêu cầu hợp kim chất lượng cao, họ nên làm việc với các công ty uốn có thành tích tốt về uốn loại vật liệu cụ thể và lý tưởng nhất là có dữ liệu thử nghiệm liên quan.

Hình 2
Một phần cấu trúc rỗng (HSS) được uốn cảm ứng theo hướng kim cương.
Cân nhắc kích thước
Uốn cong cảm ứng thường xử lý các kích thước phôi từ 2 đến 36 inch OD, mặc dù một số máy trên thị trường xử lý lên đến 108 inch. đường ống.
Máy móc thường có cấu trúc hỗ trợ để có thể hình thành các đường ống dài. Một lý do lớn để hình thành các đường ống dài là để giảm vật liệu lãng phí. Tạo hình ống dài cũng cho phép hàn tự động chất lượng cao, hiệu quả hơn để nối các đoạn ống với nhau.
Đối phó với tình trạng mỏng tường
Mặc dù uốn cảm ứng có thể đạt được bán kính uốn nhỏ hơn nhiều so với uốn nguội, quá trình này vẫn có thể gây ra những thay đổi đáng kể về độ dày của thành, đặc biệt là khi tạo thành bán kính cực kỳ chặt chẽ.
Tuy nhiên, độ mỏng như vậy có thể được dự đoán và do đó được tính đến khi thiết kế quy trình. Ví dụ: hãy xem xét một dự án yêu cầu độ dày thành tối thiểu là 0,75 inch cho một đoạn uốn ống 2D, đạt được bán kính đường tâm chỉ gấp đôi đường kính ống. Dự án này cũng có thể yêu cầu ống tường dày 1 trong để tính đến độ mỏng của tường trên các extrados (tường ngoài của khúc cua). Việc tính toán độ mỏng thành ống là bình thường đối với bất kỳ loại uốn ống nào, nhưng trong trường hợp này, vì độ uốn cong cực kỳ chặt chẽ, độ mỏng thành ống lớn hơn nhiều.
Những tiến bộ mới nhất
Ngay cả sự uốn cong cảm ứng cũng có giới hạn của nó. Cảm ứng uốn cong đoạn ống có thành mỏng có thể gây ra biến dạng và cuối cùng đường ống có thể bị lệch. Giải pháp truyền thống chỉ đơn giản là tăng độ dày của tường – nhưng điều này, tất nhiên, làm tăng chi phí.
Tuy nhiên, gần đây, dụng cụ đặc biệt đã cho phép ống thành mỏng có thể uốn cong cảm ứng và giữ được độ tròn của nó. Điều này đã dẫn đến tiết kiệm chi phí đáng kể đến từ việc tiết kiệm vật liệu và kết cấu nhẹ hơn yêu cầu nền móng nhỏ hơn.
Kersten Europe, một hoạt động uốn cong lớn với các nhà máy ở Châu Âu và Trung Đông, gần đây đã thử nghiệm kỹ thuật mới này trong một dự án cho Al Wasl Atrium ở Dubai (xem Hình 6 ). Công ty đã đạt được ít hơn 1 phần trăm tỷ lệ trứng trên các bức tường rất mỏng và các đoạn uốn cong từ 1,5D (nghĩa là, bán kính uốn cong đường tâm gấp 1,5 lần đường kính ống).
Các phương pháp gia nhiệt được kiểm soát, cẩn thận đã cho phép hình thành các mặt cắt cực dày, dẫn đến các tính chất luyện kim và mặt cắt ngang ngày càng được cải thiện. Điều này bao gồm việc hình thành các ống hợp kim P91 dày 30 inch, 4 inch. Như thể hiện trong Hình 7 , một chiếc máy đã uốn thành công hợp kim P91 có đường kính ngoài (OD) 4 inch, dày 25 inch thành 4 ft. bán kính.
Một lĩnh vực tiến bộ khác là uốn ống được sắp xếp hợp lý (xem Hình 8 ). Điều này đã bao gồm tải và xử lý tự động, giúp giảm chi phí.
Trên chân trời
Mặc dù uốn cảm ứng đã tồn tại trong nhiều thập kỷ – nguồn gốc của nó bắt nguồn từ Đông Âu vào những năm 1960 – nó vẫn là một quá trình thích hợp, nhưng nó nhanh chóng phát triển. Trên thực tế, những tiến bộ lớn hiện đang ở phía trước. Chúng bao gồm uốn xoắn ốc (xem Hình 9 ) và sắp tới là uốn cảm ứng 3-D. Trong vòng năm tới, máy móc sẽ có thể uốn cong cảm ứng hầu như bất kỳ hình dạng nào theo ba chiều (xem Hình 10 ). Các ứng dụng điển hình sẽ bao gồm các bộ phận cấu trúc cầu thang cong cũng như các bộ phận cấu trúc 3-D cho các tòa nhà hiện đại.
Hình 3 Một hệ thống uốn cảm ứng tạo ra nhiệt cục bộ để uốn các phôi gia công đến bán kính chặt chẽ.
Mặc dù không phải cho mọi tình huống, uốn cảm ứng có rất nhiều lợi thế, bao gồm cả khả năng dự đoán của nó. Tốc độ và đầu vào nhiệt được kiểm soát chặt chẽ làm cho thành mỏng và hiện tượng rụng trứng có thể dự đoán được – một lợi ích to lớn cho các ứng dụng quan trọng.
Công Ty Cổ Phần Thiết Bị và Giải Pháp Cơ Khí Automech – nhà cung cấp các dòng máy gia công kim loại tấm, hàn laser, giải pháp tự động từ những nhà cung cấp nổi tiếng JFY – member of TRUMPF group, Han’s laser, Hawacheon, EKO, Yadon, JQ laser, ABB,…. Automech đã hợp tác với nhiều đối tác thương mại lớn ở trong và ngoài nước nhằm phục vụ nhu cầu sản xuất đa dạng. Hệ sinh thái sản phẩm đa dạng cùng mức giá hợp lí là điểm cộng to lớn giúp Automech ngày càng chiếm được lòng tin của khách hàng.
Thông tin về sản phẩm vui lòng liên hệ
Hotline: 0987.899.347 – Mr.Toàn
Email: info@demowebvn.com
Website: automech.vn