


Tiêu điểm công nghệ: Liệu chùm tia định hình tương lai của hàn laser?
Thay đổi sự phân bố năng lượng của cấu hình trong định hình chùm tia đã giúp chuyển các ứng dụng hệ thống truyền lực, và bây giờ là nhiều ứng dụng khác, vào lĩnh vực hàn laser sợi quang.
Laser đã hàn các hệ thống truyền động của ô tô trong nhiều năm, đầu tiên với laser CO 2 , sau đó với YAG trạng thái rắn khi thiết bị trở nên cạnh tranh về giá cả.
“Nhưng họ không cạnh tranh [về] hiệu suất. Chúng sẽ tạo ra nhiều tia tán xạ hơn so với laser CO 2 . Tuy nhiên, laser sợi quang chưa bao giờ được thực hiện cho các ứng dụng hàn laser hệ thống truyền lực này. Chỉ bây giờ, với sự ra đời của định hình chùm tia, laser sợi quang mới bước vào lĩnh vực hàn hệ thống truyền lực. “
“Nhưng họ không cạnh tranh [về] hiệu suất. Chúng sẽ tạo ra nhiều tia tán xạ hơn so với laser CO 2 . Tuy nhiên, laser sợi quang chưa bao giờ được thực hiện cho các ứng dụng hàn laser hệ thống truyền lực này. Chỉ bây giờ, với sự ra đời của định hình chùm tia, laser sợi quang mới bước vào lĩnh vực hàn hệ thống truyền lực. “
Thay đổi cấu hình năng lượng trong chùm tia laser
Thay đổi cấu hình năng lượng trong chùm tia laser không có gì mới. Chế độ một chiếc bánh rán, hay chiếc nhẫn, tập trung năng lượng về phía chu vi chùm tia, trong khi Gaussian tập trung năng lượng về phía trung tâm. Laser CO2 đã cung cấp điều này trong nhiều năm. Trên thực tế, khả năng chuyển đổi giữa chế độ donut và Gaussian cho các hoạt động khác nhau – cắt, hàn, xử lý nhiệt – là một trong những lợi thế lớn nhất của laser CO 2 .
Nhưng các lựa chọn định hình chùm tia cho laser sợi quang đã xuất hiện trong vài năm qua. Với cách tiếp cận của nLIGHT, giờ đây việc điều chỉnh sự phân bố năng lượng của chùm tia đang diễn ra trong sợi phân phối của chính tia laser.
Hàn lỗ khóa và dẫn điện
Khi nói đến kim loại tấm, tấm thông thường và các ứng dụng công nghiệp khác, các nhà sản xuất thường sử dụng tia laser để thực hiện một trong hai kiểu nối với tia laser sợi quang: hàn dẫn và hàn lỗ khóa.
Theo truyền thống, hàn dẫn sử dụng độ thâm nhập hạn chế và tốc độ di chuyển chậm. Victor cho biết: “Bạn đang tạo ra một vũng hàn rộng, nông và không tạo ra nhiều hơi nước,” Victor nói và cho biết thêm rằng mục tiêu thường là tạo ra một mối hàn sạch, thẩm mỹ. Các mối hàn thường rộng hơn so với chiều sâu của chúng, và sự di chuyển chậm hơn sẽ tạo thời gian cho nhiệt “dẫn” vào bộ phận.
Hàn dẫn thường sử dụng cái gọi là chùm “đỉnh phẳng”. Victor cho biết: “Kích thước điểm điển hình là 600 micron hoặc lớn hơn. “Nhưng để hàn ở chế độ dẫn, ngay cả 600 micron cũng là quá nhỏ, vì vậy kỹ sư quy trình thường di chuyển chùm tia ra khỏi tiêu điểm để đạt được hình dạng chùm tia khuếch tán.” Điểm lấy nét của tia laze tập trung xung quanh eo của chùm tia, điểm hẹp nhất của nó. Di chuyển tiêu điểm ra khỏi vật liệu và một chùm tia rộng hơn chiếu vào bề mặt.
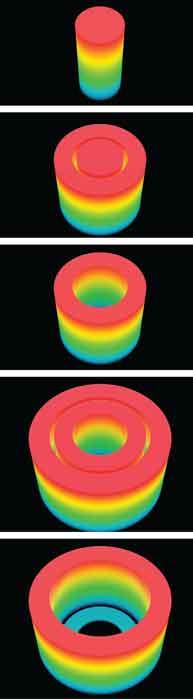
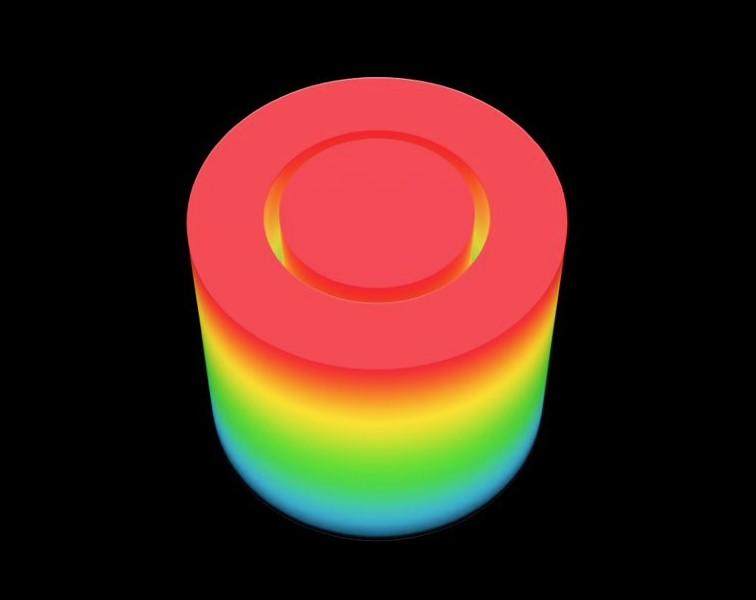
Việc điều chỉnh chùm tia laser, từ lõi tập trung sang chế độ vòng rộng, có thể thích ứng với nhu cầu của các ứng dụng xử lý kim loại khác nhau.
Victor nói: “Trong những trường hợp này, chỉ một phần của chùm tia thực sự hoạt động trên vật liệu. “Phần còn lại chỉ là nhiệt lãng phí phản xạ ra khỏi vật liệu, bởi vì nó không kết hợp [với kim loại cơ bản] và tạo ra sự nóng chảy.”
Hàn lỗ khóa sử dụng chùm tia laser sợi quang cường độ cao hơn để tạo ra một khoang hóa hơi sâu, được gọi là lỗ khóa, trong vũng hàn. Điểm laser nhỏ và cường độ cao này tạo ra các mối hàn với độ xuyên sâu, hẹp và tốc độ di chuyển nhanh nhất.
Victor cho biết: “Ở đây bạn có thể có một chùm tia với lõi 100 micron tạo ra một lỗ khóa hẹp, điều này rất tốt cho sự thâm nhập và tốc độ, nhưng lỗ khóa hẹp có thể trở nên không ổn định, tạo ra tia lửa và tạo ra các bất thường bề mặt, tùy thuộc vào hợp kim bạn đang hàn. “
Nếu bạn nhìn thấy một mối hàn bằng tia laser có quá nhiều tia lửa bắn ra do quá trình lỗ khóa, thì rất có thể tia lửa bắn ra từ một lỗ khóa không ổn định. Kim loại lỏng xung quanh mép lỗ khóa sập vào trong, gần như đóng lỗ khóa (và giảm độ xuyên thấu) trước khi năng lượng của tia laser buộc nó mở trở lại; kim loại bốc hơi, và một lỗ khóa lại hình thành. Kim loại lỏng gần như sụp đổ lỗ khóa sẽ đẩy ra ngoài và dẫn đến một mối hàn không ổn định với độ xuyên sáng và không nhất quán.
Chùm có hình dạng mới
Trong nhiều năm, các kỹ sư đã điều chỉnh các thông số hàn thông qua tốc độ và việc sử dụng quang học. Nhưng hiện nay việc định hình chùm – thông qua việc thay đổi sự phân bố năng lượng của biên dạng chùm – đang đóng một vai trò ngày càng tăng.
Theo cách tiếp cận của nLIGHT, thông qua hệ thống laser sợi quang có thể lập trình Corona, một mặt cắt của sợi phân phối có ba vùng: lõi bên trong được bao quanh bởi các mặt cắt trung gian và mặt cắt bên ngoài. Lõi trung tâm đó có đường kính 100 micron, trong khi hai vùng bên ngoài cho phép điều chỉnh đường kính chùm lên đến 350 micron. Đơn giản hóa quá mức, sợi quang phân phối có hai vỏ bọc bên trong phân phối lại năng lượng phát ra từ nguồn laser sợi quang.
Về bản chất, những vùng này cho phép laser điều chỉnh cấu hình năng lượng của nó để đáp ứng nhu cầu của ứng dụng. Theo Victor, việc điều chỉnh như vậy cho phép tia laser dẫn điện-hàn mà không làm mất nét. Đúng, đường kính chùm kết quả (lên đến 350 micron) nhỏ hơn chùm tia trên phẳng tiêu điểm điển hình, nhưng vì nó nằm trong tiêu điểm, nên nhiều năng lượng chùm đi vào thực sự tạo ra mối hàn. Với năng lượng được phân bổ không chỉ trong lõi mà còn ở các phần trung gian và bên ngoài của chùm tia, chùm tia tạo ra hạt mịn và độ xuyên nông mà hàn dẫn yêu cầu.
Đối với hàn lỗ khóa, các cấu hình năng lượng chùm khác nhau (hoặc “hình dạng” chùm) giúp ổn định lỗ khóa và hình dạng chính xác cần thiết có thể tùy thuộc vào ứng dụng, bao gồm đặc tính nóng chảy của vật liệu và độ nhớt của kim loại nóng chảy. Kim loại nóng chảy có độ nhớt nhất định có thể chảy theo đúng cách để có thể duy trì thành lỗ khóa, ngay cả với chùm tia Gauss. Một kim loại nóng chảy với vật liệu nóng chảy lỏng hơn có thể tạo thành một thành lỗ khóa kém ổn định hơn bằng cách sử dụng tia laser có cùng đặc điểm chùm tia.
Nhưng nếu năng lượng chùm tia được phân phối nhiều hơn đến các phần trung gian và bên ngoài của nó (gần với chế độ bánh rán hơn), đường kính lỗ khóa sẽ tăng lên và câu chuyện thay đổi. Lỗ khóa trở nên ổn định hơn và kim loại lỏng xung quanh hóa hơi hoặc chảy trơn tru xung quanh lỗ khóa.
Việc định hình chùm tia như vậy cung cấp hàng chục cấu hình chùm tia khác nhau, mỗi loại trong số đó phù hợp với các ứng dụng khác nhau. Một tia hàn các hợp kim không gỉ nhất định có lỗ khóa ổn định có thể có 90% năng lượng trong lõi và chỉ 10% ở các vòng ngoài. Điều đó tạo ra lỗ khóa hẹp, độ xuyên sâu và tốc độ hàn nhanh.
Nhưng điều gì sẽ xảy ra nếu thiết lập tiếp theo liên quan đến nhôm hoặc đồng, cả hai đều tan chảy thành vật liệu nóng chảy rất lỏng có thể tàn phá tính toàn vẹn của lỗ khóa? Trong trường hợp này, thiết lập có thể sử dụng một chùm có 80% năng lượng trong lõi và 20% ở các vòng ngoài.
Được điều khiển bằng kỹ thuật số, biên dạng dầm có thể thay đổi giữa hoạt động. Vì vậy đầu vào và đầu ra của mối hàn có thể có cấu hình chùm tia và công suất laser khác với chùm tia được sử dụng ở giữa chu kỳ hàn. Hình dạng chùm tia cũng có thể thay đổi từ mối hàn này sang mối hàn tiếp theo. Ví dụ, một phôi có thể yêu cầu cả lỗ khóa và mối hàn dẫn. Trong quá khứ, điều này có thể yêu cầu một thiết lập hoàn toàn mới. Tuy nhiên, bây giờ, chùm tia có thể hàn lỗ khóa, sau đó chuyển ngay sang chế độ dẫn và hàn tính năng tiếp theo.
Công nghệ này cũng giúp hàn nối các khe hở.
Victor nói: “Bằng cách có một hình dạng chùm có thể điều chỉnh được, bạn có thêm khả năng tạo cầu nối khoảng cách. “Nhưng có một giới hạn lý thuyết. Những gì đã thành công trong nhiều thập kỷ trong hàn laser vẫn đúng. ” Như mọi khi, cơ thể tốt hơn sẽ dẫn đến kết quả tốt hơn.
Mặc dù vậy, việc định hình chùm tia như vậy cung cấp cho các kỹ sư hàn một biến khác để kiểm soát, do đó mở ra nhiều tùy chọn xử lý hơn. Giả sử một tế bào hàn trải qua một sự thay đổi ứng dụng lớn liên quan đến một vật liệu khác, hình học khớp và các yêu cầu về tốc độ hàn.
Victor cho biết: “Nếu bạn đang phát triển một quy trình với kích thước sợi cố định và đầu hàn cố định, trước đây, các biến số duy nhất bạn còn lại để điều chỉnh là tốc độ và công suất. “[Với tạo hình tia], bạn có một biến khác để kiểm tra và bạn có thể không cần thiết kế lại toàn bộ thiết lập phần cứng của ô hàn.”
Dầm tạo hình nói chung đang đạt được sức hút lớn trong nhiều lĩnh vực gia công kim loại. Các hình thức định hình chùm khác nhau đang được sử dụng trong lĩnh vực cắt. Laser sợi hiện cắt sạch hơn ở vật liệu dày hơn (chẳng hạn như sử dụng chế độ bánh rán khi cắt oxy) và cắt nhanh hơn bao giờ hết với vật liệu mỏng hơn. Công nghệ này cũng đã được sử dụng trong xử lý nhiệt và thậm chí cả sản xuất phụ gia kim loại.
Victor nói: “Đây thực sự là điều làm cho việc định hình chùm tia cho sợi quang trở nên rất thú vị. “Nó mở ra một loạt các ứng dụng mà 10 năm trước chúng tôi không thể ngờ tới.”