


Thỏa sức sáng tạo nhờ độ chính xác mối hàn laser
Từ thiết kế thành phần đến thực hiện, phương pháp kết hợp đòi hỏi tư duy sáng tạo

Trong mọi ngành sản xuất, sản phẩm đang được thiết kế, tái thiết kế hoặc đánh giá lại để có vật liệu hoặc chức năng tốt hơn. Các sản phẩm cuối cùng được tạo ra từ nhiều thành phần, và các thành phần này cần được kết hợp với nhau theo một cách nào đó. Một trong những phương pháp nối này là hàn laser.
Hàn laser sử dụng chùm ánh sáng cường độ cao để tạo ra một vũng hàn nóng chảy để kết hợp các vật liệu với nhau. Đó là một quy trình không tiếp xúc, có nhiệt lượng đầu vào thấp so với các quy trình nhiệt hạch khác, cung cấp tốc độ xử lý cao và tạo ra các vùng nhiệt hạch sâu trong một lần xử lý.
Tất nhiên, để tận dụng tối đa tất cả những lợi ích này và đảm bảo quy trình chất lượng cao, có thể lặp lại, các nhà chế tạo cần xem xét cách hàn laser so với các quy trình hàn nhiệt hạch khác. Thiết kế khớp và cố định cũng đóng một vai trò nhất định. Như với bất kỳ công nghệ chế tạo kim loại nào, việc triển khai thông minh bắt đầu bằng sự hiểu biết tốt về các nguyên tắc cơ bản của quy trình.
Hàn laser
Hàn laser sử dụng chùm ánh sáng hội tụ đến một điểm nhỏ tại phôi. Được tạo ra từ một số dạng môi trường, ánh sáng thoát ra khỏi nguồn laser và bắt đầu phân kỳ. Sau đó nó được chuẩn trực để chùm tia song song và không phát triển. Khoảng cách từ lối ra đến bề mặt chuẩn trực được gọi là độ dài chuẩn trực. Chùm tia vẫn chuẩn trực cho đến khi nó chạm vào bề mặt tiêu điểm. Sau đó, chùm tia thu hẹp thành hình đồng hồ cát cho đến khi nó trở thành tiêu điểm tại điểm nhỏ nhất của nó. Khoảng cách từ mặt tiêu điểm đến điểm nhỏ nhất gọi là tiêu cự. Kích thước của điểm lấy nét được xác định theo công thức sau: Đường kính sợi quang × Độ dài tiêu cự / Độ dài chuẩn trực = Đường kính tiêu điểm
Khoảng cách mà đường kính lấy nét nằm trong 86% của vùng tiêu điểm được gọi là độ sâu của tiêu điểm. Nếu vị trí lấy nét thay đổi bên ngoài khu vực này, hãy hy vọng kết quả của quá trình sẽ thay đổi. Tỷ lệ giữa độ dài tiêu cự và độ dài chuẩn trực càng lớn, độ sâu tiêu điểm càng lớn đối với một sợi nhất định.
Các sợi lớn hơn có độ sâu tiêu điểm lớn hơn so với đường kính sợi nhỏ hơn. Tỷ lệ lớn hơn và sợi có kích thước điểm lớn hơn gây ra giảm mật độ năng lượng và do đó, giảm độ xuyên thấu.
Có hai hình thức hàn laser: hàn dẫn nhiệt và hàn lỗ khóa. Trong hàn dẫn nhiệt, chùm tia lasẻ làm tan chảy các bộ phận giao phối dọc theo một mối nối chung, và các vật liệu nóng chảy chảy vào nhau và đông đặc lại để tạo thành mối hàn. Được sử dụng để nối các chi tiết có thành mỏng, hàn dẫn nhiệt sử dụng tia laser thể rắn sóng xung hoặc sóng liên tục.
Trong hàn dẫn nhiệt, năng lượng được truyền vào phôi chỉ thông qua dẫn nhiệt. Vì lý do này, độ sâu mối hàn chỉ từ vài phần mười milimét đến 1 mm. Tính dẫn nhiệt của vật liệu giới hạn chiều sâu mối hàn tối đa, và chiều rộng của mối hàn luôn lớn hơn chiều sâu của nó. Hàn laser dẫn nhiệt được sử dụng cho các mối hàn góc trên bề mặt nhìn thấy của vỏ thiết bị cũng như các ứng dụng khác trong điện tử.
Hàn lỗ khóa (xem Hình 1 ) yêu cầu mật độ công suất cực cao khoảng 1 megawatt trên mỗi cm vuông. Nó được sử dụng trong các ứng dụng yêu cầu mối hàn sâu hoặc nơi nhiều lớp vật liệu phải được hàn đồng thời.
Trong quá trình này, chùm tia laser không chỉ làm nóng chảy kim loại mà còn tạo ra hơi. Hơi phân tán tạo áp suất lên kim loại nóng chảy và làm nó dịch chuyển một phần. Vật liệu, trong khi đó, tiếp tục tan chảy. Kết quả là một lỗ sâu, hẹp, chứa đầy hơi hay còn gọi là lỗ khóa, được bao quanh bởi kim loại nóng chảy.
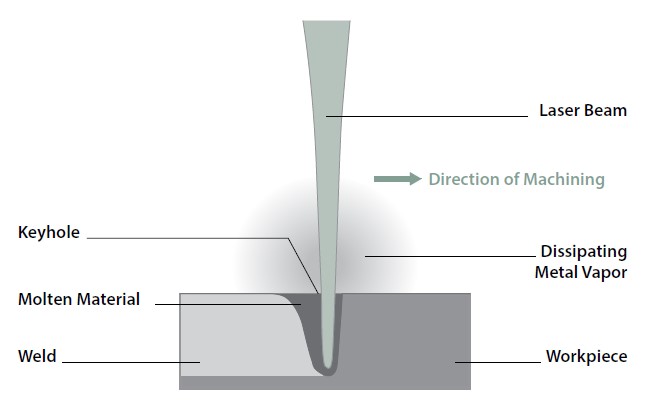
Khi chùm tia laser tiến dọc theo mối hàn, lỗ khóa sẽ di chuyển cùng với nó qua phôi. Kim loại nóng chảy chảy xung quanh lỗ khóa và đông đặc lại theo dấu vết của nó. Điều này tạo ra một mối hàn sâu, hẹp với cấu trúc bên trong đồng nhất. Chiều sâu mối hàn có thể vượt quá 10 lần chiều rộng mối hàn. Vật liệu nóng chảy hấp thụ gần như hoàn toàn chùm tia laser và hiệu quả của quá trình hàn tăng lên. Hơi trong lỗ khóa cũng hấp thụ ánh sáng laser và bị ion hóa một phần. Điều này dẫn đến sự hình thành của plasma, năng lượng này cũng cung cấp năng lượng cho phôi. Do đó, hàn xuyên sâu được phân biệt bởi hiệu quả tuyệt vời và tốc độ hàn nhanh. Nhờ tốc độ cao, vùng ảnh hưởng nhiệt (HAZ) nhỏ và biến dạng là tối thiểu.
So sánh hàn hợp kim
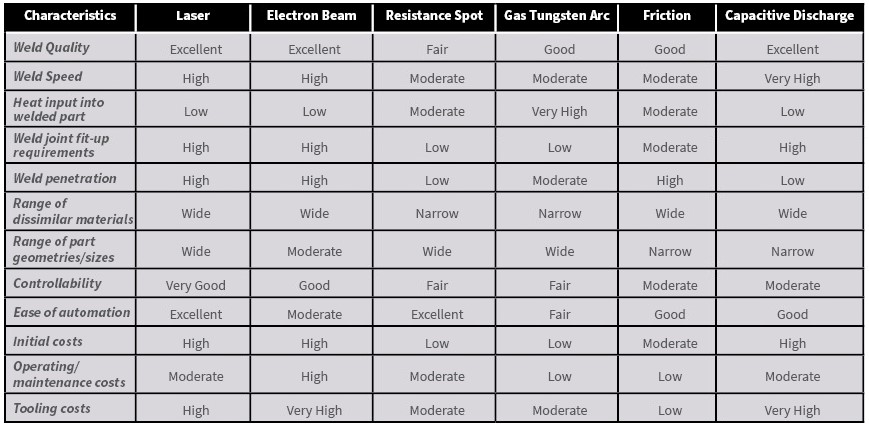
So với các quy trình khác, hàn laser mang lại chất lượng mối hàn cao nhất, nhiệt lượng đầu vào thấp nhất và độ thâm nhập cao nhất trong một lần hàn. Nó có một trong những phạm vi kết hợp vật liệu và hình học bộ phận cao nhất, cực kỳ có thể kiểm soát và lặp lại, và là một trong những cách dễ dàng nhất để tự động hóa (xem Hình 2 ). Tất cả điều này cho phép tạo ra các thiết kế chung mới và các bộ phận có thể được sản xuất với tốc độ cao hơn với ít gia công sau hàn hơn.
Hàn laser cũng có một trong những khoản đầu tư ban đầu cao nhất, chi phí dụng cụ và các yêu cầu về sự phù hợp của mối hàn. Những yêu cầu này phải được tính đến khi chọn hàn laser làm phương pháp nối cho quy trình sản xuất của bạn.
Cân nhắc chung
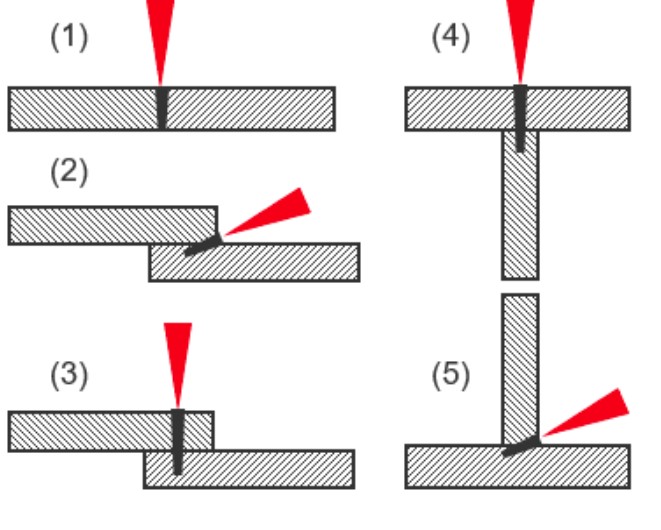
Hàn xuyên sâu cho phép một mối hàn có thể thay thế nhiều mối hàn trong các thiết kế mối nối khác nhau. Hình 3 cho thấy một số cấu hình mối hàn laser điển hình. Mối hàn mông không yêu cầu vát mép đối với các miếng dày hơn, các mối nối chữ T có thể được hàn từ một mặt với cường độ đầy đủ và các mối hàn vòng có thể được hàn qua tấm trên cùng hoặc dọc theo đường nối. Điều này cho phép bạn linh hoạt khi thiết kế các bộ phận và vị trí hàn.
Hàn mông yêu cầu độ chính xác vị trí cao. Kích thước điểm hàn điển hình có đường kính từ 50 đến 900 µm. Dung sai vị trí cho phép phải nhỏ hơn một nửa đường kính chùm tia để đảm bảo rằng chùm tia laser tương tác với cả hai mặt của mối nối. Khe hở cho phép thường là 10% vật liệu mỏng nhất hoặc nhỏ hơn 50% đường kính chùm mối hàn. Do đó, việc cố định là rất quan trọng trong các cấu hình chung này để đảm bảo độ lặp lại vị trí cao và khoảng cách tối thiểu.
Các cách phổ biến để giải thích điều này là thiết kế bộ phận sao cho vừa vặn với máy ép hoặc thiết kế bộ cố định chắc chắn. Một số có thể sử dụng hệ thống thị giác để đảm bảo định vị bộ phận, nhưng điều này sẽ làm tăng thêm một số thời gian chu kỳ và độ phức tạp cho việc lập trình cho sản xuất. Điều quan trọng là chọn đúng kích thước điểm tại bộ phận. Kích thước điểm lớn hơn phù hợp với các biến thể lớn hơn nhưng đòi hỏi năng lượng đầu vào nhiều hơn để đạt được cùng độ sâu xuyên mối hàn.
Với các mối hàn xuyên thấu một phần, độ xuyên thủng tối thiểu vào tấm dưới cùng phải từ 20% đến 50% đối với vật liệu mỏng hơn và 0,5 mm đối với vật liệu dày hơn để đảm bảo phản ứng tổng hợp lặp lại có thể thay đổi trong quá trình sản xuất. Thiết kế dễ nhất để hàn là có vật liệu mỏng nhất ở trên và vật liệu dày hơn ở dưới. Nếu tấm trên cùng dày hơn, sự thâm nhập một phần vào tấm dưới cùng trở nên khó kiểm soát hơn, điều này cũng khiến việc duy trì bề mặt lớp A ở mặt sau của mối hàn khó hơn.
Tuy nhiên, hàn vòng có nhiều lợi ích. Nó không yêu cầu độ chính xác vị trí cao, cho phép cố định mà không có yêu cầu định vị nghiêm ngặt. So với hàn đối đầu, hàn lòng có cửa sổ quá trình lớn hơn, chủ yếu là do chiều sâu xuyên linh hoạt hơn.
Truy cập chung và xử lý sau
Hàn laser cũng cho phép tiếp cận các mối nối mà trước đây không thể thực hiện được. Bởi vì đây là một quá trình không tiếp xúc, có thể hàn trong các lỗ và trong không gian chật hẹp nếu chiều rộng chùm tia khi nó đi vào tiêu điểm được xem xét. Điều này cho phép sự linh hoạt trong thiết kế khớp và các bộ phận có thể được thiết kế với ít vật liệu hơn.
Trong nhiều trường hợp không cần xử lý nhiệt sau hàn vì nhiệt lượng của hàn laser nhỏ và nhiệt lượng đầu vào tổng thể thấp. Cũng có rất ít phần nhô ra của mối hàn ở mặt trên hoặc mặt sau của mối hàn cần được gia công sau khi hàn. Quá trình này có thể có ít bắn tung tóe để tạo ra các mối hàn sạch về mặt trực quan, đặc biệt là khi bổ sung khí bảo vệ. Điều này giúp loại bỏ sự cần thiết phải thực hiện nhiều gia công và làm sạch sau hàn.
Cân nhắc thiết kế cố định
Hình 4 cho thấy một đồ gá cứng cho mối hàn góc. Kiểu cố định này phổ biến đối với hàn đối đầu và hàn mép cho các bộ phận hình ống hoặc hình chữ nhật. Các kẹp rất gần với đường may và tạo áp lực để đảm bảo khoảng cách tối thiểu. Không có dụng cụ nào phía trên mối nối có thể tương tác với chùm mối hàn khi nó đi vào tiêu điểm.
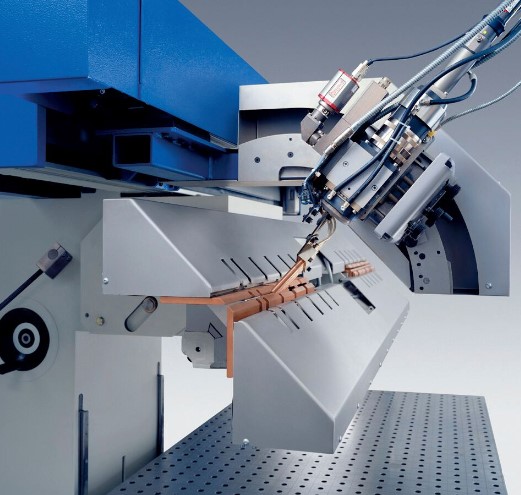
Cấu hình cũng cung cấp khe hở cho vòi phun khí che chắn nếu cần khí che chắn cho mục đích thẩm mỹ hoặc vì lý do luyện kim ở một số kim loại nhất định như titan. Các thiết bị cố định phải giữ khớp nối ở cùng một vị trí Z tương tự so với chùm tia sao cho chùm tia laze ở cùng một vị trí tiêu điểm. Điều này rất quan trọng để có được cùng một mật độ công suất để đảm bảo kết quả có thể lặp lại.
Hàn vòng yêu cầu ít cố định chắc chắn hơn. Hình 4 cho thấy một thiết kế cố định điển hình. Thay vì những chiếc kẹp dài và cứng nhắc để giữ toàn bộ đường may tại chỗ, nhiều chiếc kẹp đảm bảo tiếp xúc thích hợp giữa hai tấm trên một diện tích lớn. Việc cố định như vậy có thể được tự động hóa bằng kẹp khí nén. Trong ví dụ, một quang quét nhanh chóng hàn tất cả các mối nối cần thiết.
Đối với các mối hàn đặc biệt quan trọng, một vật cố định lớn duy nhất, được thiết kế với đường hàn được gia công ra ngoài, có thể đảm bảo phù hợp với bộ phận lý tưởng. Phương pháp cố định có chi phí dụng cụ cao hơn nhưng cũng rất bền và có thể lặp lại. Đặt một tải trọng lớn đồng đều trên bề mặt bộ phận, việc cố định như vậy có thể lý tưởng cho các bộ phận được dập có độ phẳng bề mặt thay đổi lớn.
Thỏa sức sáng tạo
Hàn laser cho phép sự sáng tạo và một số tự do trong thiết kế bộ phận, miễn là tất cả các biến cần thiết được xem xét. Ví dụ, kích thước điểm nào là cần thiết cho một quy trình nhất định? Kích thước điểm lớn hơn cung cấp nhiều diện tích chảy hơn và độ sâu tiêu điểm lớn hơn nhưng cần nhiều năng lượng hơn để đạt được cùng độ sâu hàn.
Tương tự, cấu hình chung nào là tốt nhất? Hàn mông đòi hỏi độ chính xác và độ lặp lại của quy trình nhưng có thể đạt được mối hàn chắc chắn với nhiệt lượng đầu vào tối thiểu. Ngược lại, hàn vòng yêu cầu đồ đạc kém chính xác hơn và có cửa sổ quy trình lớn hơn nhưng yêu cầu nhiệt đầu vào nhiều hơn để đạt được mối hàn chắc chắn hơn.
Với tất cả các cân nhắc về quy trình hàn laser cũng mang lại vô số cơ hội. Đó là một công cụ tuyệt vời để thúc đẩy quá trình sản xuất với các thiết kế bộ phận mới, sáng tạo không chỉ tăng chất lượng mà còn nhờ ít bước sản xuất hơn, bao gồm ít xử lý thứ cấp hơn, có khả năng giảm chi phí đáng kể.
Công ty Cổ phần Thiết bị và Giải pháp Cơ khí Automech
Trụ sở chính: số 285 đường Phúc Lợi, quận Long Biên, Hà Nội
Chi nhánh Đà Nẵng: lô 11, khu A4 – Nguyễn Sinh Sắc, quận Liên Chiểu, Đà Nẵng
Chi nhánh TP HCM: số 84, đường 10, khu đô thị Vạn Phúc, Hiệp Bình Phước, Thủ Đức
Hotline: 0987 899 347
Website: automech.vn
Fanpage: Automech Life