


Một công việc chấn với đồng hồ đo bên có khiến bạn gặp khó khăn không?
Từ các hệ thống đo lường do nhà máy chế tạo đến các nhà sản xuất công cụ chấn một hệ thống tự chế tùy chỉnh
Tôi có một câu hỏi về cách đo bên cho các khúc cua không vuông góc với cạnh của bộ phận (xem Hình 1 ). Tôi đặt góc đo của mình từ mặt của khuôn cho góc uốn cong cần thiết trên bản in. Nhưng nó không bao giờ diễn ra như kế hoạch khi tôi đã có một khúc cua ở phần tiếp xúc với đồng hồ đo bên. Tôi luôn quay lại sau mẫu thử đầu tiên và điều chỉnh góc đo. Nó không bao giờ nhất quán. Phôi luôn đập một chút so với máy đo, và đôi khi việc rung lắc có thể bị ảnh hưởng. Góc đo có thể nhiều hơn hoặc ít hơn một chút với số lượng khác nhau, ngay cả trong cùng một loạt các bộ phận. Tại sao điều này lại xảy ra và tôi có thể làm gì để ngăn chặn tất cả sự mâu thuẫn?

Bây giờ cho câu hỏi của bạn về đo bên. Vấn đề này phức tạp hơn bạn tưởng. Chúng tôi sẽ bắt đầu với những gì gây ra sự cố của bạn và sau đó chúng tôi sẽ xem xét cách khắc phục chúng.
Lấy một phần đã hình thành càng dày càng tốt và nhìn vào cạnh của phần đó ngay tại chỗ uốn cong. Bạn có nhận thấy một lượng nhỏ vật liệu phồng lên thành hình lồi ở bất cứ đâu từ nửa chiều dày vật liệu trở xuống không? Nếu vậy, phần còn lại của chiều dày nên kéo vào trong theo hình dạng lõm (xem Hình 2 ).
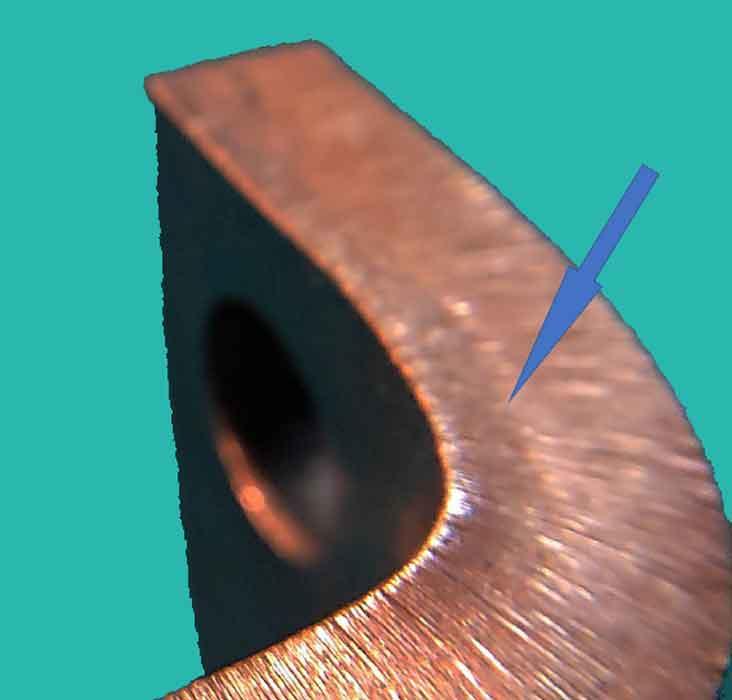
Hình 2 Trên cạnh bị uốn cong này, khu vực giữa trục trung hòa và bề mặt bên trong phồng lên, với sự nén tạo ra một hình dạng lồi. Giữa trục trung hòa và bề mặt bên ngoài, cạnh trở nên lõm vì vật liệu giãn nở.
Việc kéo dài và thu hẹp tiếp theo này cho thấy tỷ lệ Poisson đang hoạt động. Nói một cách dễ hiểu, tỷ lệ Poisson mô tả cách kéo dài ở một trục đi kèm với thu hẹp ở trục kia (xem Hình 3 ). Các bộ phận của bạn đang kéo căng và co lại tại điểm uốn cong. Nếu bạn trượt cạnh lồi của một khúc cua đã hình thành trước đó so với thước đo bên, phần này sẽ lắc lư trên thước đo bên và tạo ra sự thay đổi rộng rãi trong các góc uốn cong của bạn.
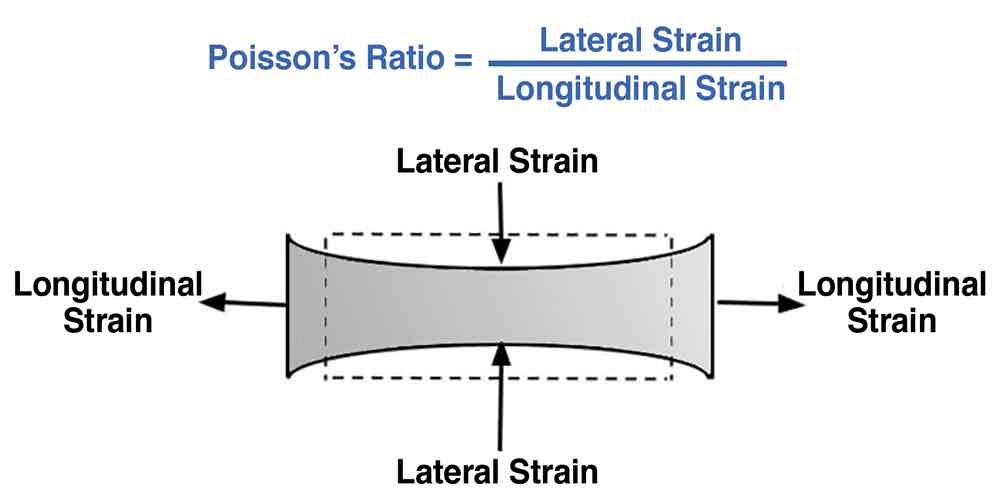
Hình 3 Như được mô tả bởi tỷ lệ Poisson, một sự thay đổi dọc theo một trục sẽ ảnh hưởng đến trục kia theo hướng ngược lại.
Mở rộng và nén
Khi bạn uốn tấm kim loại trên phanh ép, vật liệu nở ra bên ngoài (ứng suất kéo) và nén ở bên trong (ứng suất nén). Giữa hai lực đối nghịch này là trục trung hòa, một đường lý thuyết không thay đổi vật lý. Trục trung hòa bắt đầu ở 50% chiều dày vật liệu trong khi vật liệu phẳng, sau đó di chuyển trong quá trình hình thành về phía bề mặt bên trong của chỗ uốn cong. Trục trung hòa di chuyển về phía bề mặt bên trong vì vật liệu đang bị nén trong quá trình uốn.
Lưu ý rằng sự di chuyển của trục trung hòa sau khi hình thành có thể dự đoán được bằng cách sử dụng hệ số k, cho phép bạn tính toán chính xác cho phép uốn cong và suy ra độ uốn cong. Nó cũng có thể tính toán toán học một vị trí trục trung hòa lớn hơn 50%, đặc biệt là trong các khúc quanh bán kính và bán kính sâu. Nếu đúng như vậy, vị trí trục trung hòa được kéo trở lại 50% cho các tính toán còn lại. Lý do cho điều này rất đơn giản: Nén không thể vượt quá mở rộng. Để biết thêm chi tiết về điều này, hãy truy cập thefnaiator.com và tìm kiếm “Phân tích hệ số k trong uốn kim loại tấm.”
Điều này có ý nghĩa gì với bạn?
Có thể bạn sẽ nhận thấy rằng góc đo của bạn hoạt động khi không có mặt bích trước đó tham gia. Nhưng nếu bạn có khúc cua thứ hai, bạn sẽ nhận thấy rằng sự rung chuyển khi các bề mặt lồi và lõm của khúc cua trước đó tương tác với thước đo bên. Các lực nén làm phồng lên trên mép của vật liệu, trong khi sự giãn nở ở bên ngoài của trục trung hòa hút vào trong. Trượt cạnh phồng lên của khúc cua trước đó vào thước đo bên và phần của bạn tựa vào nó. Đó là vấn đề đo lường của bạn.
Hiện tượng phồng này xảy ra với tất cả các lần uốn kim loại, bất kể độ dày, mặc dù nó trở nên rõ ràng hơn ở tấm và tấm dày hơn. Cường độ cũng thay đổi theo hướng thớ của kim loại. Uốn vuông góc với (chống lại) thớ có xu hướng làm giảm tác dụng, trong khi uốn theo chiều dọc với (với) thớ tạo ra sự phồng lên (hoặc “lồi”), làm cho vấn đề đo lường của bạn trở nên tồi tệ hơn và thậm chí kém nhất quán.
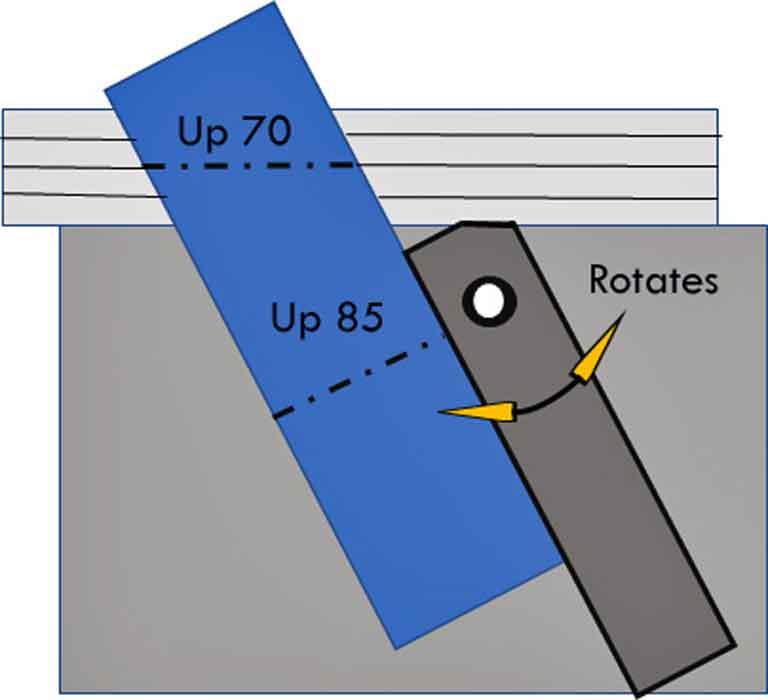
Hình 1
Phần đá chống lại thiết bị đo bên trong lần uốn thứ hai trong trình tự, dẫn đến sự không nhất quán đáng kể.
Điều chỉnh quy trình
Làm thế nào để bạn giải quyết vấn đề này trong các hoạt động đo lường hàng ngày? Biết được nguyên nhân gây ra sự cố đo của bạn là một phần quan trọng trong việc tìm ra giải pháp. Đôi khi bạn có thể chỉ cần thay đổi thứ tự tạo hình và thực hiện các khúc cua yêu cầu thước đo bên trước. Tất nhiên, đây không phải lúc nào cũng là cách tốt nhất, dễ nhất hoặc thiết thực nhất để thực hiện một loạt các khúc cua. Không phải lo lắng; bạn có các tùy chọn.
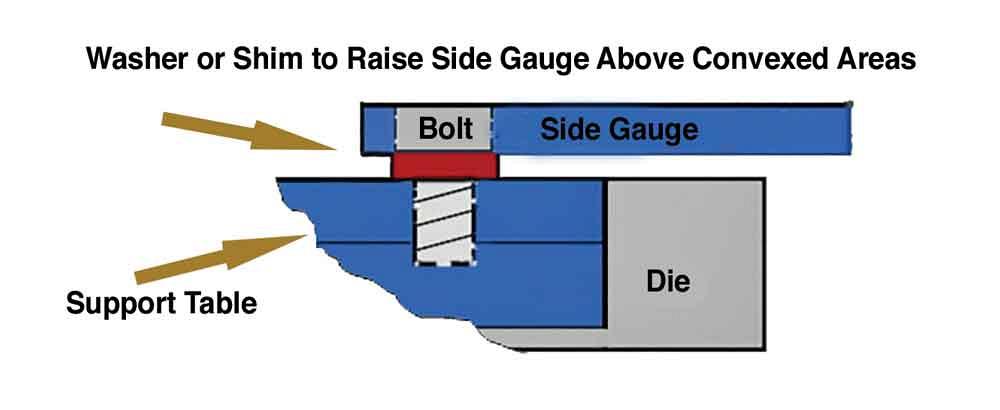
Hình 4 Nếu bạn đang sử dụng máy đo bên tự chế, chắc chắn máy đo này được gắn vào một tấm giá đỡ hỗ trợ máy đo và gắn vào mặt của khuôn. Bằng cách sử dụng vòng đệm hoặc miếng đệm để nâng thước đo bên, bạn tạo ra khoảng trống giữa vùng phồng và bề mặt đo
Nếu vật liệu của bạn dày hơn. Giả sử như vật liệu được hiển thị trong Hình 1 — bạn chỉ cần nâng cánh tay đo cạnh lên chiều cao bằng nửa chiều dày vật liệu hoặc hơn. Ví dụ, như thể hiện trong Hình 4 , bạn có thể sử dụng vòng đệm hoặc miếng đệm để nâng máy đo sao cho nó tiếp xúc với mép tấm phía trên khu vực bị phồng trong lần uốn cong trước đó.
Tất nhiên, tùy chọn này sẽ không hoạt động hoàn hảo vì khu vực lồi, lồi của khúc cua vẫn có thể treo lên trên thước đo bên, khiến bạn mất góc đường uốn khi vị trí bộ phận thay đổi hoặc buộc điểm dừng di chuyển, gây ra góc đường uốn cong tiếp theo bị tắt.
Một tùy chọn ưu tiên là sửa đổi chính thanh đo bên. Bạn có thể thực hiện việc này theo một trong hai cách, cách thứ nhất là thay đổi tay đo. Xay hoặc cắt một khu vực tại điểm trên tay đo nơi tiếp xúc với khu vực lồi. Làm như vậy sẽ dừng bất kỳ sự rung lắc nào của bộ phận trên máy đo bên và đến lượt nó, sẽ dừng hoặc giảm đáng kể bất kỳ sai số góc của đường uốn cong nào.
Nếu bạn tạo thành nhiều khúc cua cần một thước đo bên — có thể là vuông góc với khúc cua hoặc ở một góc khác — bạn có thể cân nhắc dành thời gian để tạo một thước đo bên với các phù điêu tích hợp sẵn. Tùy thuộc vào nhu cầu của bạn, chúng có thể có nhiều điểm hoặc căn hộ.
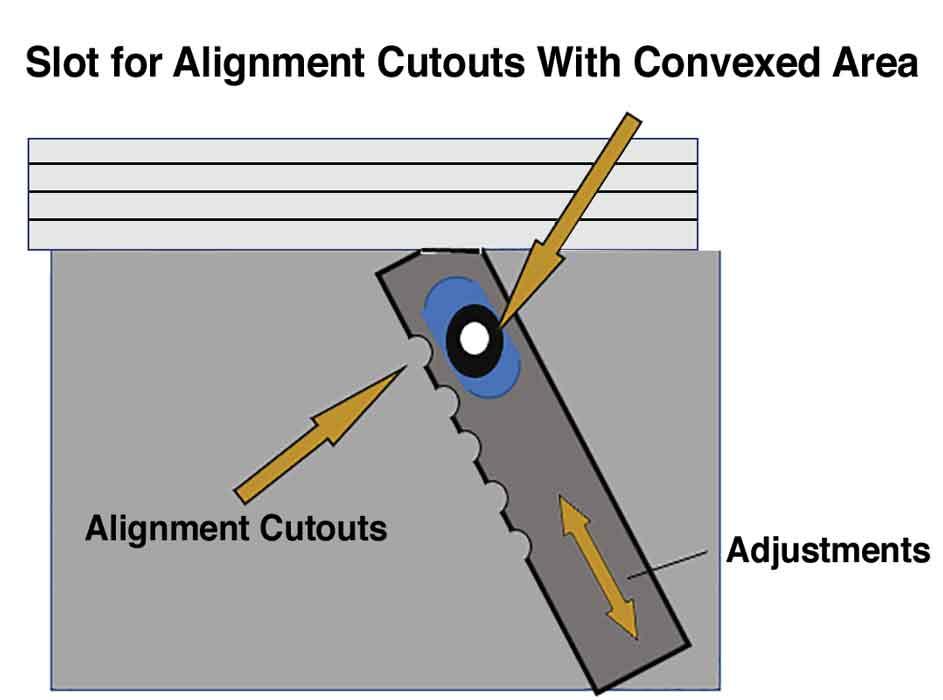
Hình 5 Một thanh đo hình răng cưa hoặc thanh đo có răng cưa phù hợp với vùng lồi của các khúc cua trước đó. Khe cắm cho phép bạn căn chỉnh các khu vực cứu trợ khi cần thiết.
Thanh thước đo bên trong Hình 5 có một rãnh ngắn cho phép điều chỉnh thước đo bên, vì vậy bạn có thể liên hệ với vị trí cần thiết để điều chỉnh phần lồi của cạnh đã được uốn cong trước đó. Điều này rất đơn giản để chế tạo ngay cả khi bạn không phải là một thợ máy.
Nhiều cách để đo bên
Bạn có rất nhiều tùy chọn đo bên, từ hệ thống đo hiệu quả do nhà máy chế tạo từ một trong những nhà sản xuất công cụ chấn đến những hệ thống tự chế. Tất cả sẽ hoạt động tốt, nhưng bạn vẫn có thể cần một chút tùy chỉnh để hoàn thành công việc một cách nhất quán. Một khi bạn làm đúng, bạn sẽ có thể xây dựng các bộ phận tốt hơn, thiết lập nhanh hơn và tận hưởng thời gian chạy ngắn hơn.
Công Ty Cổ Phần Thiết Bị và Giải Pháp Cơ Khí Automech – nhà cung cấp các dòng máy gia công kim loại tấm, hàn laser, giải pháp tự động từ những nhà cung cấp nổi tiếng JFY – member of TRUMPF group, Han’s laser, EKO, Yadon,…. Automech đã hợp tác với nhiều đối tác thương mại lớn ở trong và ngoài nước nhằm phục vụ nhu cầu sản xuất đa dạng. Hệ sinh thái sản phẩm đa dạng cùng mức giá hợp lí là điểm cộng to lớn giúp Automech ngày càng chiếm được lòng tin của khách hàng.
Thông tin về sản phẩm vui lòng liên hệ
Hotline:0987.899.347 – Mr.Toàn
Email:info@demowebvn.com