


Mẹo hàn lệch vị trí

Hàn thẳng đứng và hàn trên cao vốn dĩ khó hơn hàn phẳng / ngang, tại vị trí vì bạn đang làm việc chống lại trọng lực. Để hàn thành công ngoài vị trí, điều quan trọng là phải chọn đúng quy trình hàn và kim loại phụ và sử dụng các thông số tối ưu cho ứng dụng.
Trong khi ngành công nghiệp hàn thừa nhận rằng hàn phẳng / ngang, tại vị trí được ưa chuộng hơn, nhưng đôi khi hàn ngoài vị trí là cần thiết. Khi bạn đang hàn một chi tiết rất lớn không thể di chuyển hoặc phôi được cố định tại chỗ, lựa chọn duy nhất của bạn có thể là hàn dọc và hàn trên cao.
Hàn ngoài vị trí được sử dụng trong nhiều ngành công nghiệp, bao gồm đóng tàu, ngoài khơi, kết cấu, đường ống và chế tạo nói chung khi di chuyển mảnh là không thực tế.
Sau đây là một số chìa khóa dẫn đến thành công khi hàn lệch vị trí, bao gồm việc lựa chọn quy trình hàn phù hợp và kim loại phụ và sử dụng các thông số tối ưu cho ứng dụng.
Những thách thức, những sai lầm phổ biến
Hàn thẳng đứng và hàn trên cao vốn đã khó hơn hàn tại chỗ vì bạn đang làm việc chống lại trọng lực. Hồ hàn lỏng có xu hướng chảy xệ hoặc nhỏ giọt tự nhiên, do đó khó tạo ra mối hàn chất lượng hơn.
Cách để giải quyết tình trạng khó xử này, ít nhất là với hầu hết các quy trình hàn, là hàn chậm hơn và với các thông số hàn thấp hơn hoặc đầu vào nhiệt thấp hơn, điều này làm giảm tính lưu động của vũng hàn. Tuy nhiên, làm như vậy sẽ khiến mức năng suất giảm xuống.
Thợ hàn thường mắc phải những sai lầm này khi hàn lệch vị trí:
- Sử dụng quy trình hàn không tối ưu cho ứng dụng
- Không thể điều chỉnh các thông số hàn từ vị trí vào vị trí ra khỏi vị trí, dẫn đến nhiệt đầu vào cao hơn mức cần thiết
- Giả sử các kỹ thuật và vật tư tiêu hao tương tự bạn sử dụng để hàn vào vị trí cũng hoạt động đối với hàn ngoài vị trí
Không phải lúc nào bạn cũng sử dụng các kỹ thuật và thông số giống như khi hàn phẳng và hàn ngang và mong đợi thành công tương tự với hàn lệch vị trí. Ngoài việc hàn chậm hơn và ít nhiệt đầu vào hơn, cũng có thể cần thao tác với vũng hàn để tạo ra hạt có thể chấp nhận được. Bạn có thể làm điều này bằng cách sử dụng kỹ thuật dệt với hầu hết các quy trình.
Chọn đúng quy trình
Một số quy trình hàn giúp bạn hàn ra khỏi vị trí dễ dàng hơn, trong khi những quy trình khác có thể khó khăn hơn. Hãy xem xét một số tiêu chí chính để lựa chọn.
Yêu cầu về năng suất. Nếu ứng dụng yêu cầu bạn leo lên và xuống giàn giáo chỉ để hoàn thành hai hoặc ba mối hàn nhỏ cùng một lúc, thì bản thân năng suất của quá trình hàn có thể không phải là một yếu tố quan trọng. So sánh các loại ứng dụng đó với môi trường sản xuất khối lượng lớn, nơi năng suất là yếu tố quan trọng đối với hoạt động tổng thể. Khi năng suất hàn là quan trọng, hãy tìm kiếm một quy trình mang lại kết quả nhanh hơn.
Môi trường. Bạn đang hàn ngoài trời hay trong tiệm? Các quy trình được che chắn bằng khí đốt thường hoạt động tốt hơn trong nhà, trong khi các quy trình hàn không yêu cầu khí che chắn phù hợp hơn với công việc ngoài trời như hàn kết cấu và đường ống.
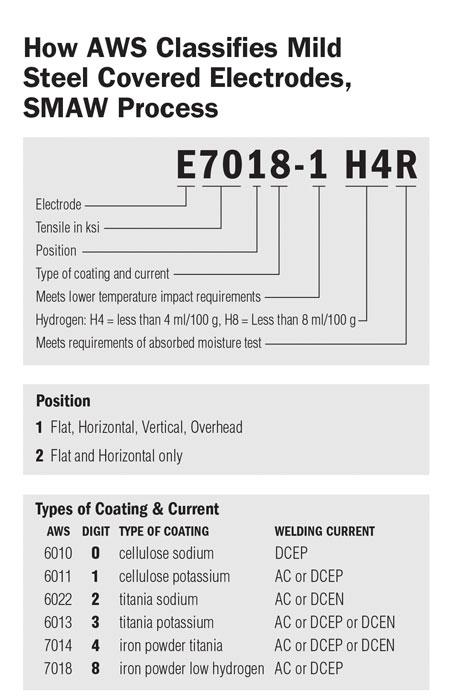
Hình 1 Các điện cực SMAW được phân loại theo khả năng định vị, vì vậy hãy tìm phân loại tất cả các vị trí cho hàn dọc và hàn trên cao.
Mức độ kỹ năng. Một số quy trình có phạm vi thông số rộng hơn và có thể dễ dàng hơn về kỹ thuật và tính nhất quán của thợ hàn và do đó, dễ dàng hơn đối với hàn lệch vị trí. Có thể hữu ích đối với những thợ hàn ít kinh nghiệm hơn khi chọn một quy trình giúp dễ dàng tạo ra các mối hàn tốt ra khỏi vị trí.
Để xác định quy trình nào đáp ứng nhu cầu của một ứng dụng cụ thể, hãy xem xét những ưu điểm và hạn chế của từng quy trình.
Hàn hồ quang kim loại được che chắn
Bởi vì nó không yêu cầu khí bảo vệ, hàn hồ quang kim loại được che chắn (SMAW) mang lại tính di động và tính linh hoạt tuyệt vời cho các ứng dụng ngoài trời. Nhiều thợ hàn cũng quen thuộc với SMAW và thường có sẵn các thiết bị cần thiết.
Tuy nhiên, vì SMAW là một quy trình chậm hơn, nên nó phù hợp nhất cho các ứng dụng ngoài vị trí, nơi năng suất hàn không quá quan trọng, chẳng hạn như những ứng dụng có ít mối hàn hơn để hoàn thành. Ngoài ra, hãy nhớ rằng có một điểm dừng / bắt đầu tích hợp ở cuối mỗi điện cực khi sử dụng SMAW.
Các điện cực cho quá trình này được phân loại theo khả năng định vị, vì vậy hãy tìm phân loại tất cả các vị trí cho hàn dọc hoặc hàn trên cao (xem Hình 1 ). Chọn một điện cực có đường kính nhỏ hơn cho phép bạn sử dụng ống phân cấp thấp hơn để giúp kiểm soát nhiệt khi hàn ra khỏi vị trí.
Các thách thức của SMAW nằm ngoài vị trí có thể được giảm thiểu bằng cách sử dụng cài đặt cường độ dòng điện thấp hơn và xử lý hồ quang bằng kỹ thuật dệt, giúp làm cho đường hàn rộng hơn và phẳng hơn.
Hàn hồ quang cored
Hai loại quy trình hàn hồ quang cuộn từ thông (FCAW) là được bảo vệ bằng khí và tự bảo vệ. Với cả hai loại, kim loại phụ được phân loại theo vị trí, vì vậy hãy tìm loại dây được chỉ định để hàn dọc và hàn trên cao (xem Hình 2 ).
Dây cuộn từ thông là loại dây dễ sử dụng nhất để hàn ngoài vị trí vì nó rất dễ thay đổi trong kỹ thuật của thợ hàn. Điều này đặc biệt đúng đối với dây thông lượng được bảo vệ bằng khí.
Bởi vì nó không yêu cầu khí bảo vệ, dây thông lượng tự bảo vệ rất thích hợp cho các ứng dụng ngoài trời như một giải pháp thay thế cho SMAW. Loại dây này kém di động hơn SMAW vì có thêm bộ cấp dây, nhưng nó mang lại năng suất cao hơn nhiều. Tỷ lệ lắng đọng cao hơn có nghĩa là nhiều kim loại phụ được lắng vào mối hàn. Ngoài ra, việc dừng và khởi động không được yêu cầu thường xuyên trong quy trình dây so với SMAW.
FCAW có tấm chắn khí thường là lựa chọn ưu tiên cho các ứng dụng ngoài vị trí trong nhà. Nó tạo ra rất ít bắn tung tóe, mang lại tốc độ lắng đọng cao và ít yêu cầu làm sạch vật liệu hơn so với hàn hồ quang kim loại khí (GMAW).

Hình 2 Đối với cả hàn nối từ thông được bảo vệ bằng khí và tự bảo vệ, kim loại phụ được phân loại theo vị trí. Đảm bảo chọn dây được chỉ định để hàn dọc và hàn trên cao.
Hệ thống xỉ trong kim loại phụ FCAW ở mọi vị trí cho phép đầu vào nhiệt và tốc độ lắng đọng cao hơn nhiều so với các quy trình khác. Có thể tăng gấp đôi tốc độ lắng đọng đối với hàn ngoài vị trí với FCAW so với GMAW. Ngoài ra, có thể có chất lượng hạt tuyệt vời trong FCAW mà không cần thao tác.
Vì những lý do này, dây FCAW được coi là dễ tha hơn và dễ sử dụng hơn để hàn dọc và hàn trên cao , ngay cả đối với những thợ hàn ít kinh nghiệm.
Quy trình FCAW rất phù hợp với các ứng dụng yêu cầu hàn nhiều, đặc biệt là hàn lệch vị trí. Trong nhiều ứng dụng, có thể sử dụng các thông số hàn giống nhau cho hàn tại vị trí như hàn ngoài vị trí vì FCAW cho phép cửa sổ thông số rộng. Điều này giúp tiết kiệm thời gian và giúp cải thiện năng suất.
Hàn hồ quang kim loại khí
Quy trình GMAW có hai lựa chọn cho kim loại phụ: dây rắn và dây kim loại. Các kim loại phụ này không được phân loại dựa trên khả năng vị trí của chúng.
Hàn ra khỏi vị trí với quy trình này phải sử dụng truyền ngắn mạch hoặc GMAW xung để đạt được nhiệt đầu vào thấp hơn và tạo ra các mối hàn có thể chấp nhận được. Cần biết rằng nhiệt đầu vào thấp hơn sẽ làm giảm năng suất và tốc độ lắng đọng của quá trình. Hàn theo phương thẳng đứng thường được sử dụng để tránh tổn thất năng suất của phương pháp hàn thẳng đứng, nhưng phương pháp hàn thẳng đứng rất dễ bị thiếu hợp nhất và không được chấp nhận trong nhiều ứng dụng.
GMAW nằm ngoài vị trí thường đòi hỏi bạn phải dành nhiều thời gian hơn để quay số trong máy và nó thường yêu cầu kỹ thuật dệt để tạo ra vẻ ngoài mối hàn tốt. Đầu vào nhiệt thấp hơn cần thiết cho GMAW nằm ngoài vị trí cũng có thể dẫn đến thiếu nhiệt hạch trong mối hàn.
Khi so sánh GMAW với FCAW được che chắn bằng khí, quá trình cored từ thông có năng suất cao hơn và chịu được các biến thể thông số. GMAW có thể và thường là được sử dụng để làm cho các mối hàn có thể chấp nhận được ra khỏi vị trí. Tuy nhiên, nếu phải hàn nhiều thì đây có thể không phải là lựa chọn tốt nhất.
Hàn hồ quang vonfram
Giống như GMAW, hàn hồ quang vonfram khí (GTAW) cũng là một quá trình hàn mọi vị trí; các kim loại phụ không được phân loại dựa trên khả năng vị trí. GTAW ngoài vị trí thành công đòi hỏi phải chú ý đến kỹ thuật và đầu vào nhiệt.
Nhiệt thấp hơn một lần nữa rất quan trọng trong quá trình GTAW ở ngoài vị trí. Một kỹ thuật dệt có thể được sử dụng, nhưng nó không quá quan trọng như với GMAW hoặc SMAW.
Các nhà chế tạo sẽ không thực hiện thay đổi quy trình hàn đối với GTAW để cải thiện quá trình hàn lệch vị trí, nhưng những người đã sử dụng GTAW có thể sử dụng thành công quy trình cho các mối hàn này.
Chọn quy trình phù hợp và kim loại độn
Việc kiểm soát các yếu tố khác nhau trong quá trình hàn ngoài vị trí trở nên khó khăn hơn từ đầu vào nhiệt và tốc độ di chuyển đến thao tác hàn vũng. Để đạt được thành công khi hàn lệch vị trí là tất cả về việc chọn đúng quy trình cho công việc và biết các thông số và kỹ thuật thích hợp. Và như với bất kỳ ứng dụng hàn nào, việc tiếp tục thực hành luôn giúp đạt được kết quả tốt nhất.
Công Ty Cổ Phần Thiết Bị và Giải Pháp Cơ Khí Automech – nhà cung cấp các dòng máy gia công kim loại tấm, hàn laser, giải pháp tự động từ những nhà cung cấp nổi tiếng JFY , Han’s laser, Hawacheon, EKO, Yadon, JQ laser,…. Automech đã hợp tác với nhiều đối tác lớn ở trong và ngoài nước nhằm phục vụ nhu cầu sản xuất đa dạng. Hệ sinh thái sản phẩm đa dạng cùng mức giá hợp lí là điểm cộng giúp Automech ngày càng chiếm được lòng tin của khách hàng.
Email: info@demowebvn.com
Website: automech.vn