


Đừng quên dung sai kim loại tấm
Nó không chỉ là khối dung sai trên bản in
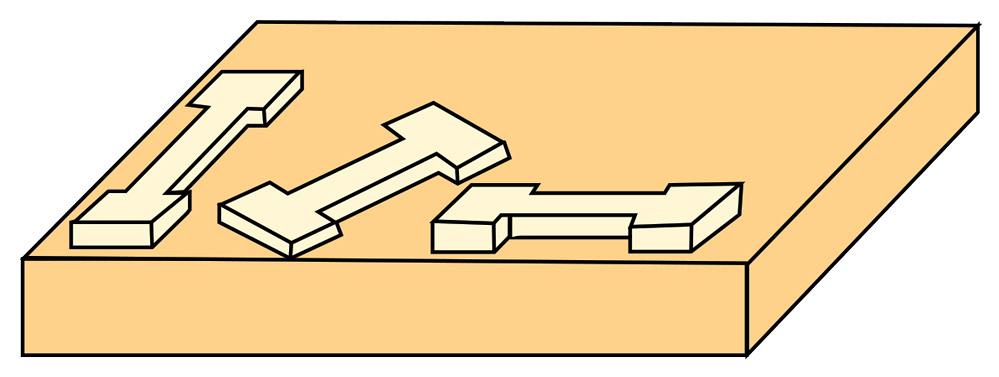
Hình 1 Hướng thớ của vật liệu bổ sung thêm một biến khác cho quá trình uốn. Vì vậy, bạn đã thêm một phanh bấm hiện đại và bạn đã dành một phần tài
Vì vậy, bạn đã thêm một phanh bấm hiện đại và bạn đã dành một phần tài sản nhỏ cho công cụ mài chính xác. Nhà sản xuất máy chấn đã hứa rằng chiếc máy mới này sẽ lặp lại tính bằng micrômet, nhưng đối với tất cả những rắc rối, nghiên cứu và thẩm định của bạn, bạn vẫn gặp phải những vấn đề giống như bạn luôn gặp phải: góc uốn cong và kích thước bộ phận không nhất quán. Các nhà điều hành của bạn gặp khó khăn khi họ trải qua các biến thể từng phần và mục tiêu sản xuất dự kiến của bạn vẫn chỉ là một giấc mơ viển vông. Bây giờ bạn đang đoán thứ hai về quyết định mua tất cả thiết bị mới đó của mình.
Những máy móc hiện đại này sẽ thực hiện những gì mà các tài liệu quảng cáo nói rằng chúng làm, và công cụ mài chính xác đến mức bạn không gặp phải vấn đề về chiều cao hoặc trung tâm dụng cụ. Họ dễ dàng giữ các trục T X và T Y. Vậy tại sao bạn vẫn gặp vấn đề? Chúng ta có thể chỉ ra nhiều lý do khác nhau, nhưng lý do lớn nhất nằm ở một từ duy nhất: lòng khoan dung.
Vật liệu cũng có dung sai
Hàng ngày các nhà khai thác của bạn biết giữ các góc uốn và kích thước trong dung sai được tìm thấy trong khối tiêu đề trên bản in. Nhưng bạn đã bao giờ nghĩ rằng vật liệu bạn đang làm việc cũng có dung sai? Và chúng liên quan đến nhiều hơn sự thay đổi độ dày.
Hành vi của kim loại tấm tốt nhất là không thể đoán trước được. Thông thường, nhiều biến vật liệu thậm chí không được xem xét khi thiết kế, lập trình hoặc thậm chí xây dựng bộ phận. Nhưng việc biết các biến số này, dung sai của chúng và bù đắp cho chúng là cần thiết để tăng sản lượng và chất lượng. Và nó đòi hỏi nhiều thứ hơn là chỉ dựa vào chứng nhận của nhà sản xuất hoặc bảng dữ liệu.
Tiêu chuẩn ASTM
ASTM International, tiền thân là Hiệp hội Kiểm tra và Vật liệu Hoa Kỳ, ra đời vào năm 1898 với tư cách là một tổ chức phát triển và xuất bản các tiêu chuẩn kỹ thuật cho nhiều loại vật liệu, bao gồm tất cả các loại thép, nhôm và không gỉ.
Cũng giống như các sản phẩm của bạn, kim loại tấm từ nhà máy có các biến thể cho phép, những biến thể này do ASTM International đặt ra chứ không phải là khối dung sai trên bản in. Tuy nhiên, không phải tất cả các tấm kim loại và tấm đều được tạo ra như nhau. Các biến thể bao gồm độ dày, cường độ chảy và thành phần hóa học.
Ngay cả trong một nhóm vật liệu duy nhất, kim loại tấm và đồng hồ đo không được chế tạo như nhau tại nhà máy hoặc giữa các nhà máy. Bạn cần phải xem xét sự không hoàn hảo do quá trình sản xuất gây ra và các tạp chất và ô nhiễm bên trong vật liệu.
Hãy xem xét một trong những vật liệu phổ biến nhất được sử dụng trong cửa hàng hiện đại, thép A36. Tiêu chuẩn ASTM yêu cầu nhà sản xuất thép chứng nhận độ bền chảy tối thiểu của sản phẩm. Điều này có nghĩa là bất kỳ loại thép nào có thể đáp ứng yêu cầu về cường độ chảy tối thiểu là 36.000 PSI đều có thể được bán dưới dạng thép A36. Kim loại tấm có cường độ chảy trung bình là 41.000 PSI có thể được bán dưới dạng thép A36, mặc dù nó cứng hơn 13% so với thép 36.000-PSI.
Sự thay đổi nhỏ này có vẻ không nhiều, nhưng khả năng chống lại lực tăng lên đòi hỏi nhiều trọng tải hơn từ phanh ép để phá vỡ năng suất trong vật liệu và làm cho nó bị uốn cong. Khi vật liệu của bạn thay đổi từ cường độ năng suất 36.000-PSI sang 41.000-PSI, bạn sẽ thấy rằng độ sâu xuyên thấu của máy chấn của bạn thay đổi khoảng 0,002 inch. Tùy thuộc vào chiều rộng của lỗ mở khuôn, điều này có thể tạo ra một số độ thay đổi góc uốn.
Ví dụ, hãm một vật liệu trên 0,315-in. Việc mở khuôn sẽ dẫn đến sự khác biệt 1 độ chỉ từ việc thay đổi cường độ năng suất vật liệu từ 36.000 đến 41.000 PSI. Độ mở khuôn càng nhỏ so với độ dày vật liệu, thì ảnh hưởng càng lớn.
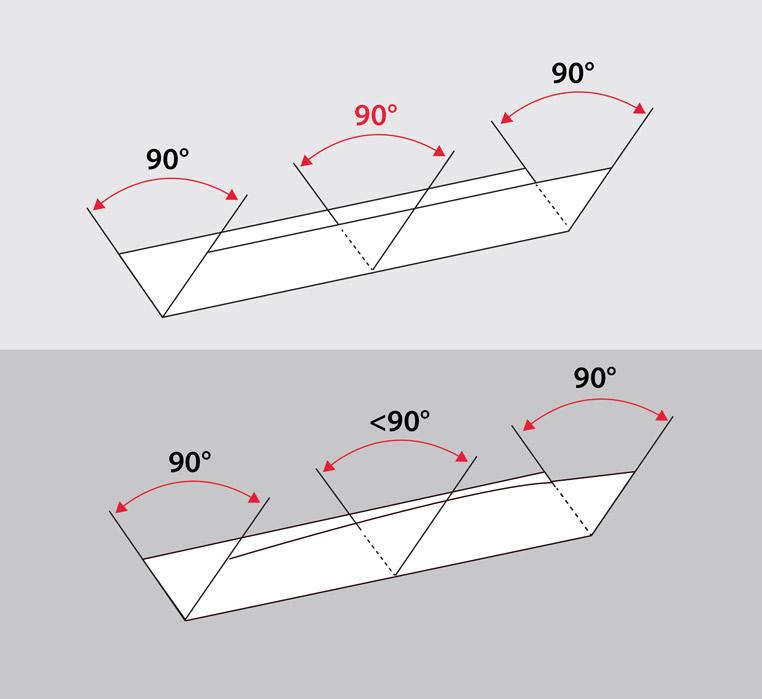
Hình 2 Độ võng Ram gây ra hiệu ứng ca nô, khi góc uốn bên trong của bộ phận ở tâm lớn hơn ở hai bên.
Bây giờ hãy xem xét thép nhẹ 16-gauge. Tấm có độ dày danh nghĩa là 0,059 inch, giới hạn trên là 0,0648 inch và giới hạn dưới 0,0548 inch, cho chúng tôi phạm vi 0,010 inch. Thêm điều này vào 0,002 inch. biến thể về mức độ thâm nhập đã được lưu ý trước đó và bạn có thể thấy các biến thể thực sự cộng lại như thế nào.
Xử lý các biến
Tại nhà máy, lần đầu tiên vật liệu được cán nóng ở nhiệt độ trên điểm kết tinh lại, nghĩa là các hạt không có hướng ưu tiên. Cán nguội là cuộn lại lạnh, làm cho các hạt có hướng ưu tiên theo hướng cán.
Điều này làm cho nó có tính dị hướng. Khi một vật liệu có tính dị hướng, kết quả của sự uốn sẽ thay đổi so với hạt. Uốn theo, ngược lại hoặc theo đường chéo theo hướng thớ sẽ tạo ra các góc uốn khác nhau và bán kính uốn bên trong, tất cả đều yêu cầu khấu trừ uốn cong khác nhau. Điều này bổ sung thêm một biến khác cho các sản phẩm đã hình thành của bạn (xem Hình 1).
Tuổi của vật liệu cũng sẽ ảnh hưởng đến kết quả của bạn. Thép tấm đã qua sử dụng hoặc bị ôxy hóa sẽ mềm hơn so với thép cán nóng được ngâm gần đây. Bạn cũng cần xem xét nhiệt độ mà tấm đang bị uốn cong. Một miếng thép nóng sẽ hình thành khác với một tấm được hình thành ở nhiệt độ phòng.
Kết quả uốn cũng bị ảnh hưởng bởi cấu hình của bộ phận và cách bộ phận đó đã được xử lý trong cơ sở của bạn. Các lỗ và các tính năng có thể tạo ra ứng suất bên trong vào phôi và khi được đặt trên hoặc quá gần đường uốn cong, làm yếu đi sự uốn cong.
Cũng nên xem xét vùng ảnh hưởng nhiệt được tạo ra khi cắt bằng tia laser hoặc plasma. Sốc nhiệt làm cứng vật liệu ở khu vực vết cắt, điều này một lần nữa ảnh hưởng đến cách phôi sẽ hình thành do sự thay đổi về nhiệt độ vật liệu qua một đoạn uốn – mềm hơn ở một số nơi, cứng hơn ở một số nơi khác.
Quay lại máy
Cho dù đó là sự thay đổi về nhiệt độ, độ dày hoặc cường độ chảy, tất cả những yếu tố này đều thay đổi cách máy chấn tự phản ứng và sự thay đổi trong lực uốn được biểu hiện như thế nào.
Tất nhiên, bản thân máy có tập hợp các biến riêng. Một trong những vấn đề quan trọng nhất và không thể tránh khỏi đối vớimáy chấn là khung của nó bị lệch hoặc biến dạng dưới tải trọng. Điều này xảy ra bởi vì dòng điện của phanh ép thường được tạo ra ở các đầu của giường trong khi chúng ta thường tạo hình ở trung tâm. Điều này gây ra nhiều độ lệch trên giường và ram, nơi đang diễn ra quá trình hình thành. Sự lệch hướng được khuếch đại bởi sự uốn cong trở lại của khung bên dưới tải trọng, một hiện tượng được gọi là lệch. Khi bạn thay đổi cường độ hoặc độ dày năng suất vật liệu, độ võng sẽ tăng hoặc giảm tương ứng.
Điều sẽ biểu hiện trong phần được gọi là hiệu ứng ca nô (xem Hình 2), nơi góc uốn cong bên trong ở trung tâm lớn hơn ở hai bên. Điều này xảy ra bởi vì cú đấm và khuôn ở tâm xa nhau hơn ở hai đầu.
Bạn có thể bù đắp cho sự biến dạng này bằng hệ thống đai răng (xem Hình 3), hệ thống phanh mới của bạn chắc chắn có, nhưng cần bao nhiêu đai răng là cần thiết? Nhiều nhà sản xuất phanh ép sử dụng cơ sở dữ liệu được tính toán dựa trên thiết kế phanh ép nhất định và các đặc tính kim loại tấm tiêu chuẩn theo yêu cầu ASTM của nhà máy và các chứng nhận đã xuất bản. Tất nhiên, như đã mô tả trước đây, các đặc tính của vật liệu khác nhau, đó là lý do tại sao một số máy thực hiện việc điều chỉnh góc độ và góc trong thời gian thực.

Hình 3 Thiết bị chống phản xạ này có các nêm điều chỉnh. Tùy thuộc vào thiết bị, nêm có thể được di chuyển bằng hệ thống cơ khí hoặc thủy lực hoặc kết hợp cả hai.
Không có gì là hoàn hảo
Việc nghĩ rằng tấm kim loại sẽ hoạt động theo một cách không thể thay đổi chỉ đơn thuần là một ảo tưởng. Các công nghệ phanh ép khác nhau giúp đối phó với sự thay đổi vật liệu, nhưng tất nhiên không có một tính năng công nghệ nào là thuốc chữa bách bệnh, đôi khi khiến những người vận hành máy chấn vẫn phải vật lộn với tính nhất quán từng phần. Và một lần nữa, họ làm như vậy vì một lý do đơn giản: hành vi của kim loại tấm là không thể đoán trước được.
Với tất cả các yếu tố liên quan đến kim loại tấm, các nhà vận hành vẫn có thể gặp khó khăn trong việc sản xuất các bộ phận, ngay cả với một phanh ép hiện đại. Họ cần biết các biến dung sai của kim loại tấm là gì và cách bù trừ chúng, đặc biệt khi các công việc đơn chiếc hoặc lô nhỏ yêu cầu người vận hành phải đạt được các góc và kích thước uốn cong chính xác trong lần thử đầu tiên. Họ sẽ có thể bù đắp cho một số biến này bằng cách sử dụng các hàm được tích hợp vào phanh và bộ điều khiển của nó nhưng đối với các biến khác, không nhiều như vậy.
Công Ty Cổ Phần Thiết Bị và Giải Pháp Cơ Khí Automech – nhà cung cấp các dòng máy gia công kim loại tấm, hàn laser, giải pháp tự động từ những nhà cung cấp nổi tiếng JFY – member of TRUMPF group, Han’s laser, EKO, Yadon, ABB…. Automech đã hợp tác với nhiều đối tác thương mại lớn ở trong và ngoài nước nhằm phục vụ nhu cầu sản xuất đa dạng. Hệ sinh thái sản phẩm đa dạng cùng mức giá hợp lí là điểm cộng to lớn giúp Automech ngày càng chiếm được lòng tin của khách hàng.
Thông tin về sản phẩm vui lòng liên hệ
Hotline:0987.899.347 – Mr.Toàn
Email:info@demowebvn.com