


Các phương pháp hay nhất để chống gãy giòn trong ống thép cacbon và mặt bích

Các phạm vi hóa học hiện được liệt kê trong thông số kỹ thuật ASTM / ASME có thể khiến thép dễ bị nứt do ăn mòn do ứng suất, ngay cả trong môi trường dịch vụ vừa phải
Hợp kim truyền thống có vai trò tiêu chuẩn trong chế tạo kim loại, cho dù kim loại đó là thép không gỉ cho các thiết bị y tế hoặc sản phẩm hàng hải; bất kỳ thế hệ thép hiệu suất cao nào được phát triển trong vài thập kỷ qua cho ngành công nghiệp ô tô; hoặc kim loại như nhôm và titan, có tỷ lệ độ bền trên trọng lượng cao và khả năng chống ăn mòn cao, làm cho chúng đặc biệt phù hợp cho các ứng dụng hàng không vũ trụ, nhà máy lọc dầu và xử lý hóa chất.
Vì vậy, nó là với một số hợp kim thép cacbon, đặc biệt là những hợp kim có lượng cacbon và mangan cụ thể. Một số trong số này, tùy thuộc vào số lượng của các nguyên tố hợp kim, rất thích hợp để sử dụng trong việc chế tạo mặt bích, phụ kiện và đường ống cho các nhà máy chế biến hóa chất và nhà máy lọc dầu. Tất cả đều có một đặc điểm chung: Vật liệu được sử dụng trong các ứng dụng này phải đủ dẻo để chống lại sự đứt gãy giòn và nứt do ăn mòn do ứng suất (SCC).
Các tổ chức tiêu chuẩn như Hiệp hội Kỹ sư Sản xuất Hoa Kỳ (ASME) và ASTM Intl. (trước đây gọi là Hiệp hội Vật liệu và Thử nghiệm Hoa Kỳ) cung cấp hướng dẫn về vấn đề này. Hai mã ngành có liên quan — Mã lò hơi và bình áp lực ASME (BPVD) Phần VIII, Bộ phận 1 và ASME B31.3, Đường ống xử lý — thép carbon cân nhắc (bất kỳ vật liệu màu nào có 0,29% đến 0,54% carbon và 0,60% đến 1,65% mangan) đủ dẻo để sử dụng trong điều kiện khí hậu nóng, vùng ôn hòa và các khu vực có nhiệt độ xuống thấp đến -20 độ F. Tuy nhiên, những hỏng hóc gần đây ở nhiệt độ môi trường đã dẫn đến việc phải xem xét kỹ lưỡng hơn về số lượng và tỷ lệ của các nguyên tố vi lượng khác nhau được sử dụng trong sản xuất mặt bích, phụ kiện và đường ống.
Bao gồm hay miễn trừ?
Cho đến gần đây, cả ASME và ASTM đều không yêu cầu thử nghiệm va đập để xác nhận tính dễ uốn của nhiều mặt hàng thép carbon được sử dụng ở nhiệt độ thấp tới -20 độ F. Các quyết định miễn trừ một số sản phẩm dựa trên các đặc tính lịch sử của vật liệu. Ví dụ: các sản phẩm thép cacbon như mặt bích A105, phụ kiện A234-WPB và ống thép cacbon A106 cấp B với độ dày thành ½ in. (25 mm) trở xuống, khi được sử dụng ở nhiệt độ kim loại thiết kế tối thiểu (MDMT) là -20 độ F, đã được miễn thử nghiệm tác động vì vai trò truyền thống của chúng trong các ứng dụng như vậy.
Tuy nhiên, sự chấp nhận lịch sử và các ứng dụng truyền thống không nhất thiết phải tồn tại mãi mãi. Một số vật liệu nằm trong đường cong B của bản sửa đổi năm 2017 của ASME VIII-1, UCS-66 (xem Hình 1 ), có lịch sử hư hỏng được ghi nhận gần đây do gãy giòn ở nhiệt độ cao hơn -20 độ F và trong nhiều trường hợp ở nhiệt độ ấm. Do đó, chúng được coi là có nguy cơ bị gãy giòn ở nhiệt độ môi trường xung quanh, chủ yếu trong quá trình khởi động, tắt máy, thử nghiệm thủy tĩnh và giảm áp suất nhanh (tự động làm lạnh).
Thực hành bổ sung có chủ ý các nguyên tố vi lượng trong quá trình sản xuất thép cacbon trung bình, chứa 0,18% đến 0,23% cacbon, có thể nhằm giảm nhiệt độ xử lý nhiệt và thời gian xử lý. Được sử dụng trong vài thập kỷ qua, kỹ thuật này đã gây ra một hậu quả không mong muốn: nứt vỡ mặt bích cấp A105, phụ kiện A234-WPB và ống thép cacbon A106-B. Hiện tượng này đã được biết là xảy ra ở nhiệt độ môi trường xung quanh.
Vấn đề này trở nên nghiêm trọng khi các vật liệu dễ bị SCC được triển khai trong một số điều kiện dịch vụ nhất định. Theo Hiệp hội Kỹ sư Ăn mòn Quốc gia (NACE) MR0103, việc thiết kế, xử lý (cắt, uốn, hàn), lắp đặt hoặc xử lý không phù hợp có thể khiến các vật liệu bền trở nên dễ bị nhiễm SCC. Ứng suất tập trung trong các vết khía cục bộ, chẳng hạn như các vết ăn mòn, làm cho các mối hàn dễ bị SCC. Ứng suất kéo dư từ quá trình hàn cũng đã được biết là bắt đầu nứt mà không có ứng suất bên ngoài. Các mối hàn chưa được giảm căng thẳng và các bộ phận đã được gia công nguội đặc biệt dễ bị tổn thương. Việc không đáp ứng các yêu cầu về nhiệt luyện, cơ học hoặc hóa học của các thông số kỹ thuật chỉ có thể được xác minh thông qua kiểm tra luyện kim.
EU đã công nhận vấn đề này và yêu cầu kiểm tra tác động tại MDMT liên quan. ASME đã thừa nhận vấn đề này trong phiên bản 2019 của đặc điểm kỹ thuật ASME BPVC VIII-I khi họ chỉ định lại các loại thép carbon này thành đường cong A của các đường cong miễn thử nghiệm va đập được thể hiện trong minh họa UCS-66.
Trong phiên bản 2019, vật liệu đường cong A (được đánh giá cho MDMT là 18 độ F) bao gồm:
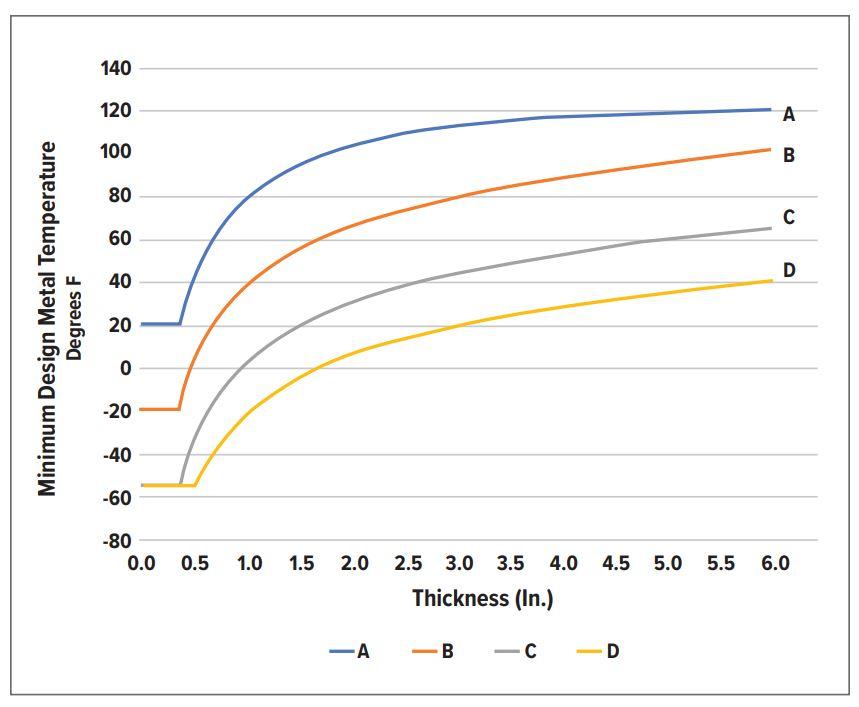
HÌNH 1. Biểu đồ này, gần đúng với ASME UCS-66 và chỉ xuất hiện ở đây cho mục đích minh họa, hiển thị bốn chức năng nhiệt độ để kiểm tra tác động. Nếu một hợp kim được liệt kê là thuộc đường cong C, độ dày của nó là 3,5 in. Và MDMT là 60, nó nằm trên đường cong và không cần thử nghiệm va đập. Nếu một mặt hàng tương tự có MDMT là 40, nó nằm dưới đường cong và cần kiểm tra tác động.
- Mặt bích rèn A / SA-105 được cung cấp trong điều kiện như rèn
- SA-216 cấp WCB và WCC nếu được bình thường hóa và tôi luyện hoặc nước được làm nguội và tôi
- SA-217 cấp WC6 nếu được bình thường hóa và tôi luyện hoặc nước được làm nguội và tôi
Các loại thép này có thể được phục hồi để có đường cong B (-20 độ F MDMT) thông qua quá trình xử lý bổ sung như chuẩn hóa và làm nguội, được liệt kê trong ghi chú của minh họa UCS-66.
Trong ấn phẩm năm 2019 của ASME BPVC VIII-I, minh họa UCS-66, vật liệu đường cong B (được xếp hạng cho MDMT -20 độ F) bao gồm:
- Mặt bích rèn SA-105 được sản xuất để luyện hạt mịn và thường hóa, thường hóa và tôi luyện, hoặc làm nguội và tôi luyện sau khi rèn
- WCA cấp SA-216 nếu được bình thường hóa và tôi luyện hoặc nước được làm nguội và tôi
- SA-216 cấp WCB và WCC cho độ dày không quá 2 in. (50 mm), nếu được sản xuất để luyện hạt mịn và làm nguội bằng nước và tôi
Do đó, nếu không thể xảy ra thử nghiệm va đập, nhà sản xuất phải sử dụng hóa chất hạn chế hơn hóa chất cho phép của các giới hạn kiểm soát được liệt kê trong thông số kỹ thuật ASTM / ASME của vật liệu riêng lẻ để ngăn ngừa gãy giòn và SCC (xem Hình 2 ).
Các ghi chú sau đây cung cấp thêm thông tin cơ bản:
- Các nhà sản xuất sản phẩm hệ thống đường ống đã tập trung vào lượng lưu huỳnh, phốt pho, mangan và carbon, theo các thông số kỹ thuật liên quan, nhưng tỷ lệ canxi trên lưu huỳnh và mangan trên carbon cũng rất quan trọng. Tỷ lệ canxi trên lưu huỳnh tối ưu là khoảng 2-1. Tỷ lệ mangan trên cacbon tối ưu lớn hơn 5-1.
- Theo API 571-2020, “các nguyên tố sử dụng vi mô như vanadi, niobi (trước đây là columbium, Cb), boron và titan trong một số phạm vi nhất định, cũng như lưu huỳnh, phốt pho và mangan trên giới hạn dư của chúng, có thể gây ra độ dai thấp.” Trong những trường hợp này, lao động vi mô có nghĩa là B <5 PPM; Nb, Ti, và V <0,02% mỗi loại; S <0,002%; và P <0,01%. Cũng theo API 571-2020, “sử dụng thép hạt mịn đã được giết hoàn toàn với cỡ hạt austenit mịn hơn 6 (Phương pháp McQuaid-Ehn) sẽ đạt được độ dẻo dai mong muốn trong nhiều tình huống.”
- Ở mức tối thiểu, các phép phân tích nhiệt phải tuân theo các giới hạn phân tích nhiệt áp dụng được liệt kê trong Bảng 1 của ASME SA-20 / 20M.
- Theo Viện hàn, Cambridge, Vương quốc Anh, các tạp chất được cuộn trong thép tạo ra các mặt phẳng yếu, có thể dẫn đến các vấn đề nứt do biến dạng co ngót của mối hàn (xé lớp) hoặc sự tích tụ hydro tại các bề mặt, có thể dẫn đến nứt do hydro. Bổ sung canxi tăng cường tạp chất sunfua, giảm mức độ biến dạng của chúng trong quá trình cán. Điều này đảm bảo tính đồng nhất của thép.
- Hàm lượng nhôm lớn hơn 0,02% hoặc hàm lượng nhôm hòa tan trong axit lớn hơn 0,015% theo ASME SA-20, 8.3.2.1 và 8.3.2.2.
Nếu không có các biện pháp phòng ngừa này, các bộ phận chịu áp lực bằng thép cacbon có thể dễ bị gãy giòn trong quá trình hydro hóa hoặc trong quá trình vận hành, ngay cả khi vận hành ở hoặc dưới 60 độ F.
Vì thành phần hóa học của thép được phát hiện là nguyên nhân chính gây ra hỏng hóc SCC, việc kết hợp các phương pháp hay nhất này sẽ giúp giảm thiểu tình trạng hư hỏng này và có khả năng loại bỏ nó, trong các mạch đường ống như được mô tả trong ASME B31.3, B31.1, B31.12, và các thông số kỹ thuật tương tự.
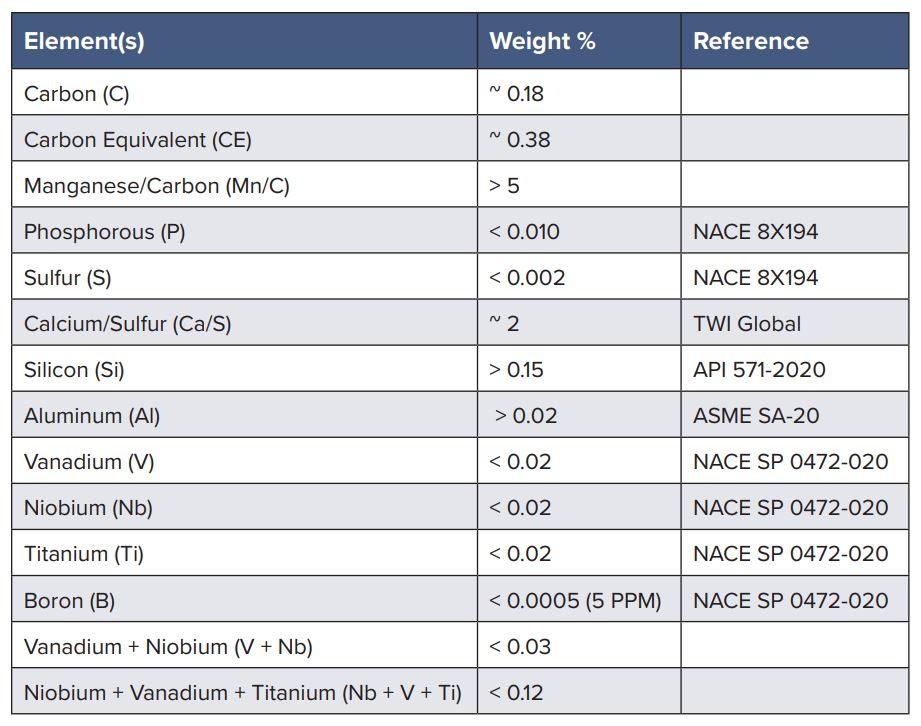
HÌNH 2. Để ngăn ngừa nứt do ăn mòn do ứng suất trong thép cacbon, thực hành tốt nhất là sử dụng các giới hạn kiểm soát này đối với hóa học của thép.
Công Ty Cổ Phần Thiết Bị và Giải Pháp Cơ Khí Automech – nhà cung cấp các dòng máy gia công kim loại tấm, hàn laser, giải pháp tự động từ những nhà cung cấp nổi tiếng JFY – member of TRUMPF group, Han’s laser, EKO, Yadon, ABB…. Automech đã hợp tác với nhiều đối tác thương mại lớn ở trong và ngoài nước nhằm phục vụ nhu cầu sản xuất đa dạng. Hệ sinh thái sản phẩm đa dạng cùng mức giá hợp lí là điểm cộng to lớn giúp Automech ngày càng chiếm được lòng tin của khách hàng.