


Bạn có vấn đề về tính toán độ phẳng khi uốn kim loại tấm?
Sản xuất bán kính uốn cong phụ thuộc vào công cụ chấn
Vấn đề xảy ra: Các thiết bị dường như không bao giờ hoạt động chính xác. Chúng tôi thực hiện hàng chục chuyến thử nghiệm giữa kỹ thuật, lập trình hệ thống trước khi nhận được một thiết bị chấn.
Chúng tôi đã nói chuyện nhiều lần với đại diện hệ thống và lập trình viên. Họ đảm bảo với chúng tôi rằng chương trình đang hoạt động chính xác, nhưng chúng tôi vẫn không thể xác định được các con số. Họ cho chúng tôi biết rằng chúng tôi có thể điều chỉnh một số con số cho hệ số k, phụ cấp uốn cong và khấu trừ uốn cong. Nhưng trừ đi độ uốn cong yêu cầu phụ cấp uốn cong và phụ cấp uốn cong yêu cầu hệ số k. Hệ số k thường là một giá trị tùy ý và dường như không ai biết cách tính hệ số k. Đối với vấn đề đó, không ai có thể cho chúng ta biết hệ số k thậm chí được áp dụng ở đâu trong các công thức thực nghiệm.
Tất cả kết luận đưa ra khá giống nhau: Chúng ta còn thiếu điều gì ở đây? Nếu hệ thống hoạt động chính xác, tại sao các ô trống luôn không chính xác?
Đầu tiên, hãy để tôi nói rằng những người lập trình hệ thống đã đúng khi họ cho bạn biết các công thức đang hoạt động theo cách mà chúng phải như vậy. Tuy nhiên, cài đặt mặc định của họ có thể cần được điều chỉnh phần nào dựa trên thực tế của hoạt động nhà máy của bạn.

Trước khi gọi hỗ trợ kỹ thuật CAD, hãy đo bán kính uốn cong bên trong của bộ phận được tạo thành. Nếu bạn bán kính sai, các phép tính về độ uốn cong của bạn sẽ bị thay đổi
99% thời gian, thiết kế bộ phận và thực hành tại nhà máy đang gây ra vấn đề. Bạn nên bắt đầu từ đâu? Hãy bắt đầu với thuật ngữ này, vì có rất nhiều thuật ngữ được sử dụng sai.
Thuật ngữ
Mặc dù tôi thường chỉ trích về chủ đề ngôn ngữ thương mại cụ thể và việc sử dụng sai ngôn ngữ đó, nhưng nó vẫn lặp lại. Thường thì hệ số k của một người là phụ cấp uốn cong của người khác và khấu trừ uốn cong của người khác. Mọi người sử dụng những thuật ngữ này thay thế cho nhau, đó là một sai lầm lớn. Mỗi chữ cái trong ngôn ngữ lập trình đều có một ý nghĩa chính xác. Ai đó cố gắng giải thích mọi thứ bằng cách sử dụng ngôn ngữ sai với ý nghĩa sai cho người nào đó diễn giải (thường không chính xác) những gì đang được nói — tôi chắc rằng bạn có thể thấy vấn đề ở đây.
Một số thuật ngữ mô tả trọng tâm của bất kỳ hoạt động uốn nào (xem Hình 1 ). Một là trục cân bằng , là một vùng lý thuyết nằm trong phần uốn cong mà không thay đổi trong quá trình hình thành; nó không giãn nở cũng không nén. Tuy nhiên, nó thay đổi vị trí, đó là nguyên nhân gốc rễ của sự kéo dài uốn cong.
Hệ số k là một hệ số tính toán vị trí của trục trung hòa mới được di dời trong độ dày vật liệu sau khi hình thành. Hệ số k không bao giờ lớn hơn 50% vì lực nén ở bên trong khúc cua không thể vượt quá độ giãn nở ở bên ngoài khúc cua. (Để tìm hiểu sâu về hệ số k, hãy xem “ Phân tích hệ số k trong uốn kim loại tấm .”)
Bạn sẽ cần hệ số k để tính toán giới hạn uốn cong (BA) , hoặc khoảng cách xung quanh khúc cua tại trục trung hòa. Bạn có thể tính toán nó bằng cách sử dụng công thức thực nghiệm này, kết hợp hệ số k phổ biến là 0,4468:
BA = [(0,017453 × Bán kính uốn cong bên trong) + (0,0078 × Độ dày vật liệu)] × Độ góc uốn cong ở bên ngoài khúc cua
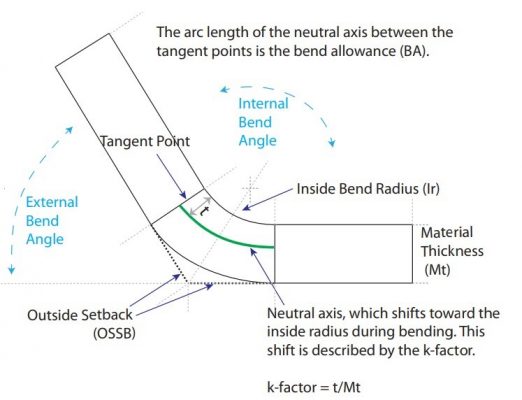
HÌNH 1. Một số thuật ngữ là trọng tâm của bất kỳ hoạt động uốn kim loại tấm nào, bao gồm trục cân bằng, bán kính uốn cong bên trong, khoảng lùi bên ngoài (OSSB) và cho phép uốn cong (BA). Bạn tính toán khấu trừ uốn cong bằng cách nhân đôi OSSB và trừ đi BA
Hệ số k trong công thức này nằm trong hình 0,0078: 0,0078 = (π / 180) × k-thừa số. Nếu bạn muốn thay đổi hệ số k từ giá trị mặc định là 0,4468, bạn có thể kết hợp nó trong phần này của phương trình. Cũng lưu ý rằng công thức BA luôn sử dụng góc được tính từ bên ngoài của khúc cua – tức là góc bên ngoài, như thể hiện trong Hình 1.
Hình 1: Cho thấy khoảng lùi bên ngoài (OSSB) , thường được gọi là “khoảng lùi”, được tính bằng phương trình này (thực tế phổ biến ở đây là sử dụng góc uốn ngoài):
OSSB = [Tiếp tuyến (1/2 độ của góc uốn cong)] × (Mt + Ir)
OSSB là khoảng cách từ điểm tiếp tuyến của mặt phẳng và bán kính uốn cong đến đỉnh của khúc uốn, như được đo ở bên ngoài khúc cua. Như Hình 1 cho thấy, có một khoảng lùi cho mỗi trục.
Cuối cùng, suy ra uốn cong (BD) là sự khác biệt giữa hai lần OSSB và BA: (OSSB × 2) – BA. Cả BD và BA đều được sử dụng để bù cho độ giãn dài của chi tiết trong quá trình tạo hình. Khi bạn uốn cong một miếng kim loại, miếng đó sẽ dài ra (lớn hơn), do đó, trống phẳng của bạn cần phải nhỏ hơn tổng các mặt bích và kích thước tổng thể kết hợp sau khi hình thành.
Bạn biết cách tính thay đổi ra sao?
Bạn có thể áp dụng tất cả những điều này theo hai cách khác nhau cho bố cục mẫu phẳng của mình. Một cách trừ BD khỏi tổng các kích thước bên ngoài; cái còn lại thêm BA vào tổng các kích thước bên trong. Cả hai sẽ cho bạn kết quả giống nhau về mặt chức năng.
Hình 2: Minh họa khái niệm này. X và Y là hai kích thước chân (hoặc “phẳng”), được đo từ cạnh đến điểm tiếp tuyến của bán kính (để xem điểm tiếp tuyến ở đâu, hãy xem Hình 1). Khu vực bị loại trừ giữa các căn hộ là BA. Tổng của X1 và Y1 là tổng kích thước bên ngoài. BA được thêm vào các thứ nguyên X1 và Y2 (BA + X1 + Y1) và BD (nghĩ là “khấu trừ”) được trừ từ tổng của X và Y: (X + Y) – BD.
Hình 3: Cho thấy khái niệm này được áp dụng như thế nào. Phần được uốn cong đến 90 độ có tổng kích thước bên ngoài là 5 in; chân dọc là 2 inch, chân ngang là 3 inch. Một lần nữa, kim loại sẽ kéo dài ra khi nó uốn cong, do đó, trống phẳng cần có chiều dài nhỏ hơn 5 inch.
Những đồ họa này là ví dụ hoàn hảo về lý do tại sao tất cả các bạn đều nói cùng một ngôn ngữ thương mại là điều cần thiết. Hệ số k không phải là phụ cấp uốn cong và phụ cấp uốn cong không phải là khấu trừ uốn cong.
Bán kính uốn cong
Các giá trị cho hệ số k, BA và BD đều bắt nguồn từ bán kính uốn cong cuối cùng của bộ phận và bán kính uốn cong mà bạn có thể tạo ra trên máy chấn sẽ phụ thuộc vào dụng cụ bạn có trong nhà máy. Nếu bạn đang uốn cong trong không khí, bán kính bên trong của bạn tạo thành một tỷ lệ phần trăm của lỗ mở khuôn của bạn. Nếu bạn đang tạo đáy hoặc uốn, bán kính mũi đột xác định bán kính uốn cong bên trong.
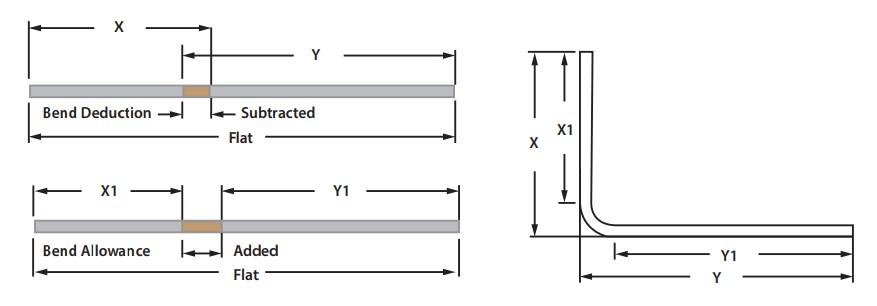
HÌNH 2. Mức cho phép uốn cong được thêm vào tổng kích thước bên trong, được đo bằng tiếp tuyến của chỗ uốn cong (X1 và Y1), trong khi phần giảm trừ độ uốn cong được trừ cho tổng các kích thước bên ngoài (X và Y).
Nếu bạn làm sai điều này, các bộ phận phẳng của bạn sẽ không hoạt động tốt cho bạn sau khi hình thành. Hãy nhớ rằng, bán kính uốn cong là trọng tâm của bất kỳ hoạt động uốn cong nào và phải luôn là mối quan tâm hàng đầu của bạn; đó là những gì mà tất cả các tính toán của bạn dựa trên và làm thế nào bạn có thể đạt được kết quả bạn muốn trên sàn nhà máy.
Trước khi bạn bắt đầu đặt câu hỏi với nhân viên kỹ thuật của nhà cung cấp CAD hoặc tự mình thực hiện các thay đổi đối với hệ thống CAD của mình, hãy chú ý đến bán kính bên trong. Trước tiên, hãy đảm bảo rằng người điều khiển phanh của bạn đang kiểm tra bán kính bên trong. Đồng hồ đo bán kính tiêu chuẩn cũng không phải là lựa chọn tốt nhất vì chúng chỉ có các kích thước tiêu chuẩn: 1/64, 1/32, 1/16 inch, … Những điều này sẽ ổn trong hoạt động tạo đáy hoặc mài vì bán kính uốn cong được đóng dấu vào bộ phận. Nhưng trong quá trình hình thành không khí, bán kính bên trong được tạo ra theo tỷ lệ phần trăm của lỗ mở khuôn; nó “nổi” và là lý do nhiều nhà máy sử dụng các chốt đồng hồ đo hoặc thậm chí là đồng hồ đo bán kính cắt laser tùy chỉnh để kiểm tra bán kính uốn cong bên trong và để đảm bảo người điều khiển phanh báo đang tạo ra bán kính uốn cong bên trong như yêu cầu của thiết kế. Khi các giá trị cho bán kính bên trong được đáp ứng, căn hộ cũng sẽ hoạt động.
Đi tới tầng nhà máy
Nếu bạn đã từng tham dự một trong những buổi hội thảo của tôi, bạn đã nghe tôi tuyên bố thế này: “Hãy đến nhà máy và nói với những người điều hành của bạn rằng bạn không ở đây để đánh giá họ. Bạn ở đây để biết thông tin, đó là phương pháp hình thành mà họ sử dụng với loại vật liệu nào. ” Ngoài ra, hãy lấy danh sách các công cụ mà họ có sẵn và sau đó thiết kế xung quanh các thông số đó. Tôi nghĩ rằng bạn sẽ thấy rằng các bộ phận của bạn hoạt động tốt và không cần phải điều chỉnh hệ thống CAD của bạn, mặc dù đó vẫn có thể là một tùy chọn nếu cần.
Một điều cuối cùng: Hãy cho người vận hành biết bộ công cụ mà bạn thiết kế phần này sẽ được hình thành và hãy kiên quyết rằng họ tuân theo các hướng dẫn đó. Bộ công cụ, vật liệu và phương pháp tạo hình xác định bán kính uốn cong bên trong. Làm sai và bạn sẽ gặp rắc rối với tất cả các phép tính sau đó.
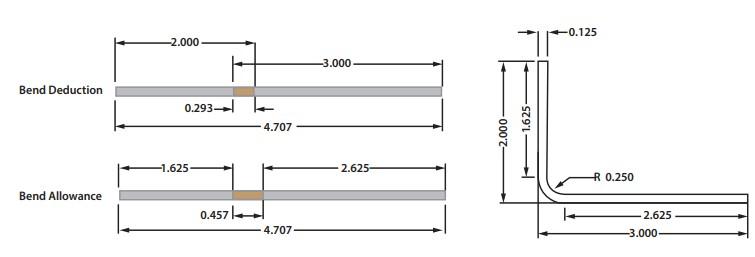
HÌNH 3. Điều này cho thấy cách áp dụng khấu trừ uốn cong và trợ cấp uốn cong. Tổng kích thước bên ngoài sau khi tạo hình là 5 in. Do kim loại kéo dài ra trong quá trình uốn nên phôi phẳng phải nhỏ hơn 5 in.
===>Công Ty Cổ Phần Thiết Bị và Giải Pháp Cơ Khí Automech – nhà cung cấp các dòng máy gia công kim loại tấm, hàn laser, giải pháp tự động từ những nhà cung cấp nổi tiếng JFY – member of TRUMPF group, Han’s laser, EKO, Yadon,…. Automech đã hợp tác với nhiều đối tác thương mại lớn ở trong và ngoài nước nhằm phục vụ nhu cầu sản xuất đa dạng. Hệ sinh thái sản phẩm đa dạng cùng mức giá hợp lí là điểm cộng to lớn giúp Automech ngày càng chiếm được lòng tin của khách hàng.
